Fijación de accesorios y herramientas de torno para tornear piezas de hardware
- PRODUCT DETAIL
Código técnico general para el torneado de metales (JB / T9168.2-1998)
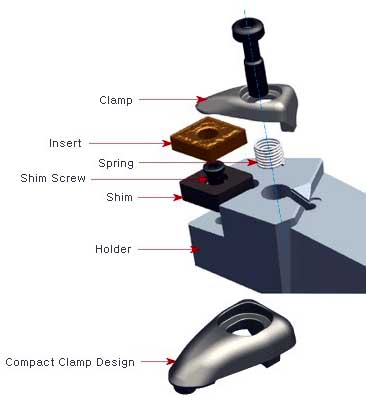
Sujeción de herramientas de torneado
1) El vástago de la herramienta de torneado no debe extenderse demasiado desde el portaherramientas, y la longitud general no debe exceder 1,5 veces la altura del mango de la herramienta (excepto para orificios de torneado, ranuras, etc.)
2) La línea central de la barra de herramientas de la herramienta de torneado debe ser perpendicular o paralela a la dirección de corte.
3) Ajuste de la altura de la punta de la herramienta:
(1) Al girar la cara del extremo, girar la superficie cónica, girar la rosca, girar la superficie de formación y cortar piezas de trabajo sólidas, la punta de la herramienta generalmente debe tener la misma altura que el eje de la pieza de trabajo.
(2) El torneado aproximado del círculo exterior, el torneado fino del orificio y la punta de la herramienta generalmente deben estar ligeramente más altos que el eje de la pieza de trabajo.
(3) Al girar pasadores de eje delgados, orificios de torneado en bruto y cortar piezas de trabajo huecas, la punta de la herramienta generalmente debe estar ligeramente más baja que el eje de la pieza de trabajo.
4) La bisectriz del ángulo de la punta de la herramienta de torneado de roscas debe estar perpendicular al eje de la pieza de trabajo.
5) Al sujetar la herramienta de torneado, las calzas debajo de la barra de herramientas deben ser pequeñas y planas, y los tornillos para presionar la herramienta de torneado deben estar apretados.
Sujeción de piezas de hardware giratorias
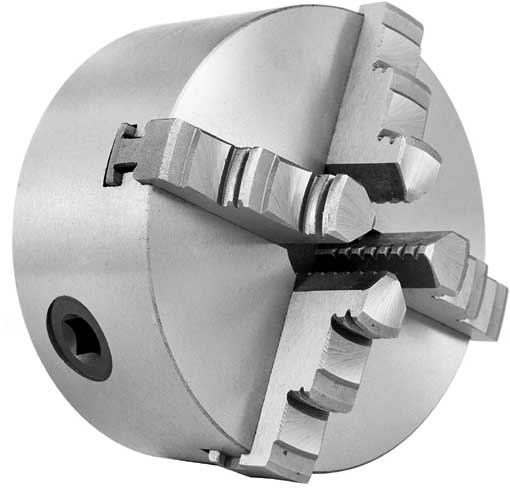
1) Cuando utilice un mandril autocentrante de tres mordazas para sujetar una pieza de trabajo para torneado desbastado o torneado de acabado, si el diámetro de la pieza de trabajo es menor de 30 mm, la longitud del voladizo de la pieza de trabajo no debe ser mayor de 5 veces el diámetro. Si el diámetro de la pieza de trabajo es mayor de 30 mm, la longitud del voladizo de la pieza de trabajo no debe ser mayor de 3 veces el diámetro.
2) Cuando se usa un portabrocas de acción simple de cuatro mordazas, placa frontal, hierro angular (placa doblada), etc. para sujetar piezas de trabajo irregulares y pesadas, se debe agregar un contrapeso.
3) Al mecanizar piezas de trabajo de pasador de eje entre accesorios de dedal, ajuste el eje central del contrapunto para que coincida con el eje del husillo del torno antes de girar.
4) Al mecanizar un eje delgado entre dos accesorios de dedal, se debe utilizar el portaherramientas o el portaherramientas central. Preste atención a ajustar la fuerza de apriete superior durante el procesamiento, y el punto muerto y el marco central deben lubricarse.
5) Cuando utilice el contrapunto, extienda el manguito lo más corto posible para reducir la vibración.
6) Cuando sujete una pieza de trabajo con una superficie de apoyo pequeña y una gran altura en un carro vertical, use una mordaza elevada y agregue una barra de acoplamiento o una placa de presión en la posición adecuada para comprimir la pieza de trabajo.
7) Al girar piezas fundidas y forjadas de ruedas y manguitos, deben alinearse de acuerdo con la superficie sin procesar para garantizar un espesor de pared uniforme después del procesamiento.

Proceso de torneado de piezas de hardware.
1) Al girar el eje escalonado de la mesa giratoria, para garantizar la rigidez durante el giro, generalmente la posición con el diámetro más grande debe girarse primero y la posición con el diámetro más pequeño debe girarse más tarde.
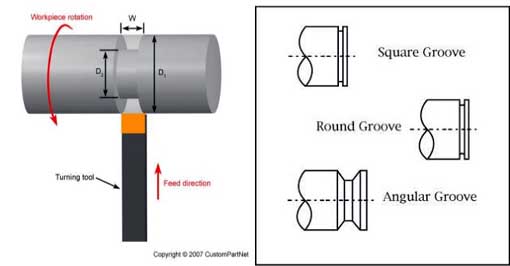
2) Al ranurar la pieza de trabajo en el eje, debe realizarse antes del acabado para evitar la deformación de la pieza de trabajo.
3) Cuando termine de girar un eje roscado, generalmente debe terminar de girar la posición sin roscar después de enhebrar.
4) Antes de perforar, la cara del extremo de la pieza de trabajo debe estar plana. Si es necesario, taladre primero el orificio central.
5) Cuando taladre agujeros profundos, generalmente taladre primero los agujeros piloto.
6) Al tornear (Φ10 — Φ20) ㎜ orificios, el diámetro de la barra de herramientas debe ser 0,6—0,7 veces el diámetro del orificio procesado;
Al mecanizar orificios con un diámetro superior a Φ20 mm, generalmente se debe utilizar el portaherramientas con cabezal giratorio.
7) Cuando gire varios hilos o varios gusanos, intente cortar después de ajustar los engranajes.
8) Cuando utilice un torno automático, ajuste la posición relativa de la herramienta y la pieza de trabajo de acuerdo con la tarjeta de ajuste de la máquina herramienta. Una vez completado el ajuste, se requiere un torneado de prueba y la primera parte se puede procesar solo después de que esté calificada;
Preste atención al desgaste de la herramienta y al tamaño de la pieza de trabajo y la rugosidad de la superficie en cualquier momento durante el procesamiento.
9) Al girar en un torno vertical, después de ajustar el poste de la herramienta, la viga no se puede mover a voluntad.
10) Cuando la superficie relevante de la pieza de trabajo tenga requisitos de tolerancia de posición, intente completar el torneado en una sujeción.
11) Al girar la pieza bruta del engranaje cilíndrico, el orificio y la cara del extremo de referencia deben procesarse en una sola sujeción. Si es necesario, se debe trazar una línea de marcado cerca del círculo índice del engranaje en la cara del extremo.

PREV:Precauciones técnicas para las piezas de procesamiento de tornos CNC
NEXT:Compensación de errores para tornear piezas de precisión de diferentes materiales
NEXT:Compensación de errores para tornear piezas de precisión de diferentes materiales










