Torneado y Fresado de Piezas Huecas Para Sujeción
A diferencia de las operaciones normales de torneado y fresado de piezas, la sujeción de piezas huecas de paredes finas requiere el uso de un mandril con poca deformación y seguridad. En el torneado de piezas huecas de paredes finas, la distorsión de la sujeción puede hacer que se supere el rango de tolerancia especificado y que la pieza se convierta en chatarra. Por ello, la elección del mandril es muy importante. Las mordazas equilibradas ofrecen la ventaja de que, con una disposición óptima de los puntos de sujeción, la deformación de la pieza puede reducirse al 10% de la deformación original, mientras que la fuerza de sujeción del mandril permanece constante.
Un problema que suele surgir al tornear o fresar piezas huecas de paredes finas es la deformación de la pieza por la fuerza de sujeción del plato. Las piezas, como los anillos o las cajas, deben sujetarse firmemente para que no se aflojen ni siquiera bajo las fuerzas de corte. Las fuerzas de apriete muy fuertes provocan inevitablemente una deformación de la pieza, cuya cuantía depende de la forma y el grosor de la pared de la pieza. Al mismo tiempo, el material también juega un papel muy importante. Las piezas de hierro fundido, latón, bronce y aleaciones de aluminio son más frágiles que las de acero debido a su menor módulo de elasticidad. Especialmente en el torneado de piezas de trabajo acopladas, la distorsión de la sujeción puede hacer que se sobrepase el rango de tolerancia dado y que se produzcan desechos.
Al marcar la disposición del mandril en la pieza torneada, la pieza sujetada normalmente seguirá apareciendo intacta y redonda en la máquina después del proceso de torneado. Las piezas de paredes finas, después de la sujeción, tienen una forma más o menos no circular, que se puede observar claramente mediante una herramienta de redondeo. Por lo tanto, la distribución del mandril debe marcarse en la pieza para poder identificar si la fuerza de sujeción ha provocado alguna deformación.
Fig. 1. La sujeción libre del material puede dar lugar a errores de forma irregulares
Las figuras 1 y 2 muestran de forma sencilla las distintas causas de los defectos de redondez debidos al torneado y al fresado. También pueden producirse errores de forma irregulares durante el alivio de la tensión de las piezas fundidas, lo que es importante en relación con las formas especiales de las piezas con acumulación local de material. No es posible delimitar claramente los errores de redondez y las posiciones de sujeción. El torneado de prueba, el aflojamiento y el acabado de las superficies de las piezas duras, o el recocido libre de las piezas en bruto antes del mecanizado, ayudarán a mejorar la calidad de la pieza.
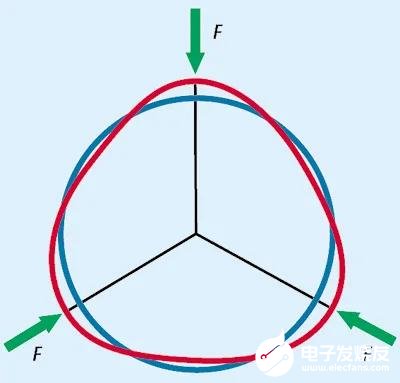
Fig. 2. Deformación regular por la fuerza de sujeción del mandril
En el ejemplo de la Fig. 2, la pieza está claramente deformada por la fuerza de sujeción del mandril y su agujero está algo apretado hacia dentro en la zona del mandril. Como resultado, hay un exceso de material que se muele en esta zona después de la liberación y la retirada de la pieza de trabajo. La solución más sencilla es considerar la reducción de la presión de apriete. A este respecto, hay que prestar atención a si el mandril sigue teniendo suficiente fuerza de sujeción en estas condiciones, ya que el proceso de rectificado suele requerir altas velocidades de corte y de rotación. En ausencia de un equilibrio centrífugo, la fuerza de sujeción puede caer fácilmente a niveles peligrosos. Por esta razón, deben cumplirse estrictamente los requisitos de los fabricantes de CNC en cuanto a la determinación de la fuerza de sujeción del plato a la velocidad de funcionamiento.
I. La medición de la redondez refleja las causas del error
No sólo las dos fuentes de error son claramente diferentes entre sí, sino que la medición de la redondez revela a menudo una cierta mezcla de formas entre las dos situaciones. Puede proporcionar información sobre la causa del origen del error para que se puedan tomar medidas correctivas.
Fig. 3, Mandril de potencia tipo QLC-KT con pinzas rígidas
Si la reducción de la fuerza de sujeción no conduce a resultados satisfactorios, se puede recomendar un análisis del mandril utilizado. Por ejemplo, las piezas de trabajo para las piezas de alojamiento de cajas en hierro fundido suelen sujetarse en un mandril escalonado estándar duro (Fig. 3). Los dientes de la superficie de sujeción se embotan por el desgaste natural después de un largo período de uso y el efecto de sujeción y fijación se reduce. De este modo, el riesgo de que la pieza se deslice o se salga del mandril durante el mecanizado aumenta gradualmente.
Fig. 4, Plato de garras KBNKLA (a) y plato sectorial (b) para mayor seguridad
II. Mandriles escalonados rígidos
Toda empresa de mecanizado CNC puede mantener un stock de mandriles escalonados templados. Esto sería una buena cosa, ya que el coste sería mucho menor que el coste de perder la pieza durante el mecanizado. Los nuevos mandriles requieren menos fuerza de sujeción y, por tanto, menos deformación de la pieza gracias a su buen efecto de sujeción. Los platos de garras con dientes cónicos (Fig. 4) ofrecen una mayor seguridad al sujetar la superficie de la pieza, permitiendo el doble de fuerza de corte con la misma fuerza de sujeción que un plato escalonado con un solo diente para adoquines, al tiempo que requieren una menor inversión y contribuyen a una mayor calidad y seguridad del proceso. Los fabricantes de mandriles pueden suministrar estos mandriles en una variedad de formas y tamaños. El plato de garras oscilantes ofrece ventajas especiales en la sujeción de piezas de materia prima sensibles (Fig. 5). El puente oscilante distribuye la fuerza de sujeción en el doble de puntos de sujeción, cada uno de los cuales está sometido a sólo la mitad de la fuerza, y se reduce el rango de elasticidad de flexión entre los puntos de sujeción de la pieza. Si los puntos de sujeción están distribuidos de forma óptima (uniformemente alrededor de la circunferencia), la deformación de la pieza puede reducirse a aproximadamente el 10% de la deformación original sin necesidad de reducir la fuerza de sujeción del mandril.
Fig. 5, Mandril con mordazas oscilantes (b) (a)
En el caso de la sujeción sobre un diámetro de pieza ya torneado, se pueden utilizar los mandriles duros más utilizados (Fig. 6). El diámetro de sujeción atornillado soporta la pieza en toda su circunferencia y la pieza no se deforma ni siquiera bajo altas fuerzas de sujeción. Estos mandriles están disponibles en varios fabricantes y tienen una forma especial, que se puede diseñar y fabricar de forma óptima según el dibujo de la pieza.

Fig. 6, Mandril de potencia con abrazaderas de gran tamaño diseñadas específicamente para sujetar diámetros de piezas ya torneadas o fresadas
Para el mecanizado CNC de grandes cantidades de piezas idénticas o similares, se pueden utilizar dispositivos de sujeción especiales. Especialmente en el caso de anillos de paredes finas, pueden obtenerse buenos resultados con mandriles de palanca equilibrada de accionamiento mecánico con 6 o 12 mandriles con diámetros de 400 a 4000 mm (Fig. 7). Se crea una igualación del volumen y la fuerza de sujeción entre los mandriles individuales, de modo que la pieza puede sujetarse de forma segura y sin distorsiones, incluso si hay errores en la circunferencia de la pieza. Además, la fijación puede cambiarse manual y automáticamente a un método de sujeción puramente central.
Fig. 7, Plato de balanza de seis pinzas tipo 6WAZM con pinzas de ajuste rápido para la sujeción de aros de paredes finas, se pueden obtener buenos resultados.
III. Fuerzas de sujeción que actúan axialmente sobre los separadores
Para las piezas especialmente propensas a la deformación y las formas irregulares, se suelen utilizar mandriles de dedos. En este caso, la fuerza de sujeción no se aplica radialmente, sino axialmente por el mandril de sujeción en los puntos de alineación y apoyo establecidos (Fig. 8), y se evita al máximo la deformación radial de la pieza. En los platos de dedos, es posible combinar los platos de alineación anteriores con una fuerza de sujeción menor y una sujeción axial fuerte. Además, hay muchos mandriles especiales que pueden utilizarse no sólo para piezas anulares, sino también para piezas de diversas formas complejas.
Fig. 8. Los mandriles de centrado FLDA de accionamiento mecánico son especialmente adecuados para piezas con tendencia a la deformación y formas irregulares.
La mayoría de estos mandriles están diseñados para formas específicas de piezas de trabajo y son diseñados y fabricados por empresas especializadas en tecnología de sujeción según los pedidos de los clientes. Por supuesto, este tipo de mandril es más caro que el accesorio estándar para la producción por lotes, pero ofrece un aumento significativo de la calidad y la productividad, y se amortiza en un periodo de tiempo relativamente corto.
Un problema que suele surgir al tornear o fresar piezas huecas de paredes finas es la deformación de la pieza por la fuerza de sujeción del plato. Las piezas, como los anillos o las cajas, deben sujetarse firmemente para que no se aflojen ni siquiera bajo las fuerzas de corte. Las fuerzas de apriete muy fuertes provocan inevitablemente una deformación de la pieza, cuya cuantía depende de la forma y el grosor de la pared de la pieza. Al mismo tiempo, el material también juega un papel muy importante. Las piezas de hierro fundido, latón, bronce y aleaciones de aluminio son más frágiles que las de acero debido a su menor módulo de elasticidad. Especialmente en el torneado de piezas de trabajo acopladas, la distorsión de la sujeción puede hacer que se sobrepase el rango de tolerancia dado y que se produzcan desechos.
Al marcar la disposición del mandril en la pieza torneada, la pieza sujetada normalmente seguirá apareciendo intacta y redonda en la máquina después del proceso de torneado. Las piezas de paredes finas, después de la sujeción, tienen una forma más o menos no circular, que se puede observar claramente mediante una herramienta de redondeo. Por lo tanto, la distribución del mandril debe marcarse en la pieza para poder identificar si la fuerza de sujeción ha provocado alguna deformación.
Fig. 1. La sujeción libre del material puede dar lugar a errores de forma irregulares
Las figuras 1 y 2 muestran de forma sencilla las distintas causas de los defectos de redondez debidos al torneado y al fresado. También pueden producirse errores de forma irregulares durante el alivio de la tensión de las piezas fundidas, lo que es importante en relación con las formas especiales de las piezas con acumulación local de material. No es posible delimitar claramente los errores de redondez y las posiciones de sujeción. El torneado de prueba, el aflojamiento y el acabado de las superficies de las piezas duras, o el recocido libre de las piezas en bruto antes del mecanizado, ayudarán a mejorar la calidad de la pieza.
Fig. 2. Deformación regular por la fuerza de sujeción del mandril
En el ejemplo de la Fig. 2, la pieza está claramente deformada por la fuerza de sujeción del mandril y su agujero está algo apretado hacia dentro en la zona del mandril. Como resultado, hay un exceso de material que se muele en esta zona después de la liberación y la retirada de la pieza de trabajo. La solución más sencilla es considerar la reducción de la presión de apriete. A este respecto, hay que prestar atención a si el mandril sigue teniendo suficiente fuerza de sujeción en estas condiciones, ya que el proceso de rectificado suele requerir altas velocidades de corte y de rotación. En ausencia de un equilibrio centrífugo, la fuerza de sujeción puede caer fácilmente a niveles peligrosos. Por esta razón, deben cumplirse estrictamente los requisitos de los fabricantes de CNC en cuanto a la determinación de la fuerza de sujeción del plato a la velocidad de funcionamiento.
I. La medición de la redondez refleja las causas del error
No sólo las dos fuentes de error son claramente diferentes entre sí, sino que la medición de la redondez revela a menudo una cierta mezcla de formas entre las dos situaciones. Puede proporcionar información sobre la causa del origen del error para que se puedan tomar medidas correctivas.
Fig. 3, Mandril de potencia tipo QLC-KT con pinzas rígidas
Si la reducción de la fuerza de sujeción no conduce a resultados satisfactorios, se puede recomendar un análisis del mandril utilizado. Por ejemplo, las piezas de trabajo para las piezas de alojamiento de cajas en hierro fundido suelen sujetarse en un mandril escalonado estándar duro (Fig. 3). Los dientes de la superficie de sujeción se embotan por el desgaste natural después de un largo período de uso y el efecto de sujeción y fijación se reduce. De este modo, el riesgo de que la pieza se deslice o se salga del mandril durante el mecanizado aumenta gradualmente.
Fig. 4, Plato de garras KBNKLA (a) y plato sectorial (b) para mayor seguridad
II. Mandriles escalonados rígidos
Toda empresa de mecanizado CNC puede mantener un stock de mandriles escalonados templados. Esto sería una buena cosa, ya que el coste sería mucho menor que el coste de perder la pieza durante el mecanizado. Los nuevos mandriles requieren menos fuerza de sujeción y, por tanto, menos deformación de la pieza gracias a su buen efecto de sujeción. Los platos de garras con dientes cónicos (Fig. 4) ofrecen una mayor seguridad al sujetar la superficie de la pieza, permitiendo el doble de fuerza de corte con la misma fuerza de sujeción que un plato escalonado con un solo diente para adoquines, al tiempo que requieren una menor inversión y contribuyen a una mayor calidad y seguridad del proceso. Los fabricantes de mandriles pueden suministrar estos mandriles en una variedad de formas y tamaños. El plato de garras oscilantes ofrece ventajas especiales en la sujeción de piezas de materia prima sensibles (Fig. 5). El puente oscilante distribuye la fuerza de sujeción en el doble de puntos de sujeción, cada uno de los cuales está sometido a sólo la mitad de la fuerza, y se reduce el rango de elasticidad de flexión entre los puntos de sujeción de la pieza. Si los puntos de sujeción están distribuidos de forma óptima (uniformemente alrededor de la circunferencia), la deformación de la pieza puede reducirse a aproximadamente el 10% de la deformación original sin necesidad de reducir la fuerza de sujeción del mandril.
Fig. 5, Mandril con mordazas oscilantes (b) (a)
En el caso de la sujeción sobre un diámetro de pieza ya torneado, se pueden utilizar los mandriles duros más utilizados (Fig. 6). El diámetro de sujeción atornillado soporta la pieza en toda su circunferencia y la pieza no se deforma ni siquiera bajo altas fuerzas de sujeción. Estos mandriles están disponibles en varios fabricantes y tienen una forma especial, que se puede diseñar y fabricar de forma óptima según el dibujo de la pieza.
Fig. 6, Mandril de potencia con abrazaderas de gran tamaño diseñadas específicamente para sujetar diámetros de piezas ya torneadas o fresadas
Para el mecanizado CNC de grandes cantidades de piezas idénticas o similares, se pueden utilizar dispositivos de sujeción especiales. Especialmente en el caso de anillos de paredes finas, pueden obtenerse buenos resultados con mandriles de palanca equilibrada de accionamiento mecánico con 6 o 12 mandriles con diámetros de 400 a 4000 mm (Fig. 7). Se crea una igualación del volumen y la fuerza de sujeción entre los mandriles individuales, de modo que la pieza puede sujetarse de forma segura y sin distorsiones, incluso si hay errores en la circunferencia de la pieza. Además, la fijación puede cambiarse manual y automáticamente a un método de sujeción puramente central.
Fig. 7, Plato de balanza de seis pinzas tipo 6WAZM con pinzas de ajuste rápido para la sujeción de aros de paredes finas, se pueden obtener buenos resultados.
III. Fuerzas de sujeción que actúan axialmente sobre los separadores
Para las piezas especialmente propensas a la deformación y las formas irregulares, se suelen utilizar mandriles de dedos. En este caso, la fuerza de sujeción no se aplica radialmente, sino axialmente por el mandril de sujeción en los puntos de alineación y apoyo establecidos (Fig. 8), y se evita al máximo la deformación radial de la pieza. En los platos de dedos, es posible combinar los platos de alineación anteriores con una fuerza de sujeción menor y una sujeción axial fuerte. Además, hay muchos mandriles especiales que pueden utilizarse no sólo para piezas anulares, sino también para piezas de diversas formas complejas.
Fig. 8. Los mandriles de centrado FLDA de accionamiento mecánico son especialmente adecuados para piezas con tendencia a la deformación y formas irregulares.
La mayoría de estos mandriles están diseñados para formas específicas de piezas de trabajo y son diseñados y fabricados por empresas especializadas en tecnología de sujeción según los pedidos de los clientes. Por supuesto, este tipo de mandril es más caro que el accesorio estándar para la producción por lotes, pero ofrece un aumento significativo de la calidad y la productividad, y se amortiza en un periodo de tiempo relativamente corto.




