Stellen Sie die Werkzeug parameter für die CNC-Bearbeitung von Titan ein
Stellen Sie die geometrischen Parameter zum Drehen und Fräsen von Titanwerkzeugen ein, um die Produktqualität von Titanlegierungs teilen zu verbessern. Produkte werden schnell und pünktlich geliefert.
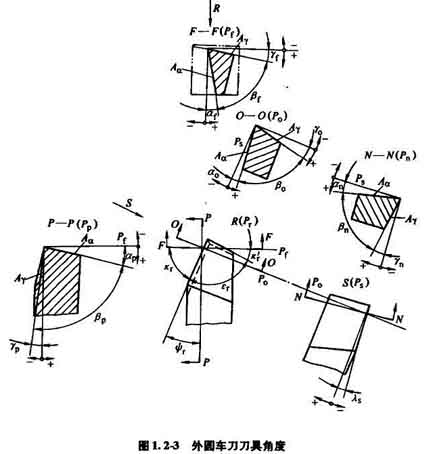
(1) Der Spanwinkel des Werkzeugs γ0: Die Kontaktlänge zwischen Spänen aus Titanlegierung und der Spanfläche ist kurz. Wenn der Spanwinkel klein ist, kann die Kontaktfläche des Spans vergrößert werden, so dass die Schneidwärme und die Schneidkraft nicht übermäßig nahe der Schneidkante konzentriert werden. Verbessern Sie die Wärmeableitung bedingungen und können Sie die Schneide stärken und die Möglichkeit von Abplatzungen verringern. Das Drehen von Titan dauert im Allgemeinen γ0 = 5 ° ~ 15 °.
(2) Der Freiwinkel α0 des Werkzeugs: Die bearbeitete Oberfläche der Titanlegierung weist eine große elastische Rückstellung und eine starke Kaltverfestigung auf. Die Verwendung eines großen Entlastung winkels kann die Reibung, Adhäsion, Adhäsion, Rissbildung und andere an der Flankenoberfläche verursachte Phänomene verringern, um den Verschleiß der Flankenoberfläche zu verringern. Der Entlastungswinkel verschiedener Schneidwerkzeuge aus Titanlegierung ist grundsätzlich größer oder gleich 15 °.
(3) Der führende Auslenkungswinkel κr und der sekundäre Auslenkungswinkel κ´r des Fräswerkzeugs: Beim Fräsen von Titanlegierungen ist die Schnitttemperatur hoch und die elastische Verformung ist tendenziell groß. Wenn die Steifigkeit des Prozesssystems dies zulässt, sollte der Eintrittswinkel so weit wie möglich verringert werden, um die Wärmeableitungsfläche des Schneidteils zu vergrößern und die Belastung pro Längeneinheit der Schneidkante zu verringern. Im Allgemeinen wird κr = 30 ° und κr = 45 ° für die Grobbearbeitung verwendet. Durch Verringern des sekundären Auslenkungswinkels kann die Werkzeugspitze verstärkt werden, was sich positiv auf die Wärmeableitung auswirkt und den Wert der Oberflächenrauheit der bearbeiteten Oberfläche verringert. Im Allgemeinen nehmen Sie κ´r = 10 ° ~ 15 °.
(4) Der Blatt neigungswinkel des Werkzeugs λs: Aufgrund der rauen Oberfläche und der unebenen Oberflächenstruktur des Rohlings neigt die Schneide beim rauen Drehen zum Abplatzen. Um die Festigkeit und Schärfe der Schneide zu erhöhen, sollte die Gleitgeschwindigkeit des Chips erhöht werden. Im Allgemeinen wird λs = -3 ° ~ -5 ° zum Grobdrehen und λs = O ° zum Feindrehen verwendet.
(5) Werkzeug Nase Bogenradius rε: Beim Drehen einer Titanlegierung ist die Werkzeugspitze der schwächste Teil, der leicht abplatzt und abgenutzt ist. Daher muss der Werkzeugspitzen bogen geschliffen werden. Im Allgemeinen ist r & epsi; = 0,5 ≤ 1,5 mm.
Während des Drehens wird eine negative Abschrägung (b & ggr; = 0,03 × 0,05 mm, & ggr; 01 = –10 ° × 0 °) verwendet, und der Bogenradius des Bodens der Spanflöte beträgt Rn = 6 × 8 mm.
Darüber hinaus ist die Qualität des Werkzeugschärfens sehr wichtig, um die Haltbarkeit zu verbessern. Hartmetall-Schneidwerkzeuge sollten mit Diamantschleifscheiben geschärft werden. Die Schneide muss beim Schneiden scharf sein, der Ra-Wert der Oberflächenrauheit der vorderen und hinteren Schneidflächen sollte weniger als 0,4 um betragen, und die Schneide darf keine winzigen Lücken aufweisen. Nachdem das Werkzeug geschärft und geschliffen wurde, kann seine Haltbarkeit um 30% erhöht werden.




