 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
機械加工零件圖尺寸: 標準公差和基本偏差, 表面粗糙度, 準確性, 平整度, 位置, 平行性, 同軸度, ETC.
| 形位公差 | 職位學位 | 平行性 | 同心度 | 垂直度 | 全跳躍精度 | 對稱 | 平整度 | 圓柱度 | 圓度 | 粗糙度 |
| 象徵 | ||||||||||
| 測量精度 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra0.01 |
| 加工精度 | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra0.04 |
零件表面粗糙度的符號
零件表面粗糙度的概念
零件表面有間距較小的峰谷, 由它所形成的微觀幾何特徵稱為表面粗糙度. CNC加工零件時, 它是由於數控切割、劈裂時刀具在零件表面留下的刀痕以及表面金屬的塑性變形而形成的.
零件表面粗糙度也是評估零件表面品質的技術指標. 對匹配屬性有影響, 工作精度, 耐磨性, 耐腐蝕性能, 密封, 外貌, ETC. 零件的.
程式碼, 表面粗糙度符號及標記
國標/T 131-1993 規定表面粗糙度代碼及其表示法. 圖面上表示零件表面粗糙度的符號如下表所示.
零件表面粗糙度的評估參數為:
1) 輪廓算術平均偏差 (拉)
採樣長度內, 輪廓偏移絕對值的算術平均值. Ra的值和取樣長度l. 見表.
2) 最大輪廓高度 (Rz)
採樣長度內輪廓峰頂線與輪廓峰底線之間的距離.
評論: 使用時優先考慮Ra參數.
表面粗糙度的打標要求
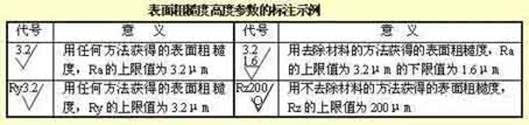
1) 表面粗糙度代碼標註範例
當表面粗糙度高度參數Ra, Rz, 程式碼中用Ry標註了數值, 除了參數代碼Ra可以省略之外. 其他參數需在參數值前標註對應的參數代碼Rz或Ry. 請參閱表格以了解標籤範例.
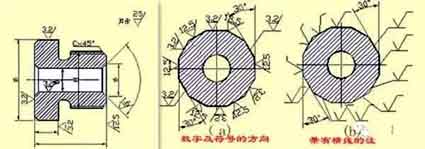
2) 表面粗糙度中數字和符號的標註方法
圖面上表面粗糙度符號的標註方法
1) 表面粗糙度代號 (象徵) 一般應在可見輪廓線上註明, 尺寸邊界線或其延長線, 且符號的尖端必須指向材料外部的表面.
2) 表面粗糙度代號中數字和符號的方向必須依要求標註.
2) 最大輪廓高度 (Rz)
採樣長度內輪廓峰頂線與輪廓峰底線之間的距離.
評論: 使用時優先考慮Ra參數.
表面粗糙度的打標要求
1) 表面粗糙度代碼標註範例
當表面粗糙度高度參數Ra, Rz, 程式碼中用Ry標註了數值, 除了參數代碼Ra可以省略之外. 其他參數需在參數值前標註對應的參數代碼Rz或Ry. 請參閱表格以了解標籤範例.
2) 表面粗糙度中數字和符號的標註方法
圖面上表面粗糙度符號的標註方法
1) 表面粗糙度代號 (象徵) 一般應在可見輪廓線上註明, 尺寸邊界線或其延長線, 且符號的尖端必須指向材料外部的表面.
2) 表面粗糙度代號中數字和符號的方向必須依要求標註.
表面粗糙度標註範例
在同一張圖上, 每個表面一般都標有代碼 (象徵) 只有一次, 並儘可能靠近相關尺寸線. 當空間狹窄或不方便貼標籤時, 它可以導致標籤. 當零件所有表面具有相同的表面粗糙度要求時, 可以統一標註在圖面右上角. 當大部分零件表面有相同的表面粗糙度要求時, 最常用的程式碼 (象徵) 可同時標註在圖面右上角, 和這個詞 “其餘的部分” 應添加. 統一標註表面粗糙度代號的高度 (象徵) 和解釋性文字應該是 1.4 繪圖標記的倍.
零件上的連續表面, 重複元素的表面 (例如有洞, 牙齒, 凹槽, ETC。), 以及用細實線不連續的同一表面. 表面粗糙度代號 (象徵) 號碼只記錄一次.
當同一表面有不同的表面粗糙度要求時, 應使用細實線來繪製分界線, 並註明對應的表面粗糙度代號及尺寸.
當牙齒 (齒) 齒輪工作面上未畫出形狀, 執行緒, ETC。, 表面粗糙度代碼 (象徵) 記法.
中心孔工作面, 鍵槽工作面, 倒角表面粗糙度代號, 且圓角可以簡化標記.
當零件需要部分熱處理或部分電鍍時 (塗層), 應使用粗虛線繪製範圍並標記相應尺寸. 也可寫在表面粗糙度符號長邊的水平線上.
表面粗糙度的數字和符號
標準公差和基本偏差
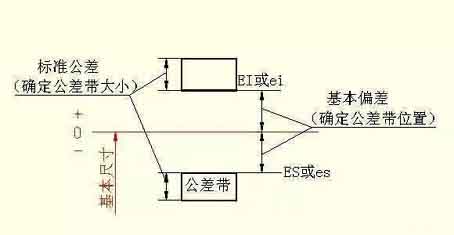
5. 標準公差和基本偏差
為了方便生產, 實現零件的互換性,滿足不同的使用要求, 國家標準 “限制和配合” 規定公差帶由兩個元素組成: 標準公差和基本偏差. 標準公差決定了公差帶的大小, 基本偏差決定了公差帶的位置.
1) 標準公差 (它)
標準公差值由基本尺寸和公差等級決定. 公差等級是決定尺寸精度的標誌. 標準公差分為 20 等級, 即, IT01, 資訊科技0, 資訊科技1, …, IT18. 尺寸精度從IT01降低到IT18. 標準公差的具體數值可參考相應標準.
CNC加工的基本偏差
2) 基本偏差
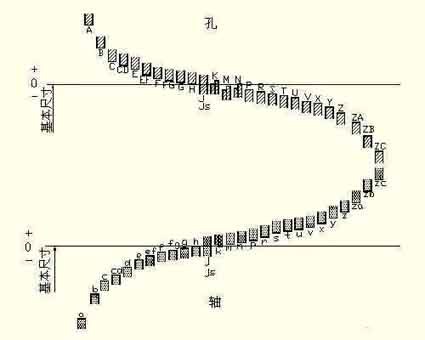
基本偏差是指公差帶相對於標準限和調整中零線位置的上偏差或下偏差, 一般指零線附近的偏差. 當公差帶位於零線以上時, 基本偏差是最低偏差; 相反, 是上偏差. 乾草 28 總計基本偏差, 代號用拉丁字母表示, 以大寫字母為孔,小寫字母為軸.
從基本偏差系列圖可以看出:
孔的基本偏差A~H和軸的基本偏差k~zc為下偏差; 孔的基本偏差K~ZC和軸的基本偏差a~h為上偏差; JS、js的公差帶對稱分佈在零線兩側, 孔和軸的上下偏差分別為+IT/2和-IT/2. 基本偏差系列圖僅顯示公差帶的位置, 不是公差的大小. 所以, 公差帶的一端是一個開口, 開口的另一端由標準公差定義.
基本偏差和標準公差, 根據尺寸公差的定義, 有以下計算公式:
ES=EI+IT 或 EI=ES-IT
ei=es-IT 或 es=ei+IT
孔、軸的公差帶代號由基本偏差代號和公差帶等級代號組成.