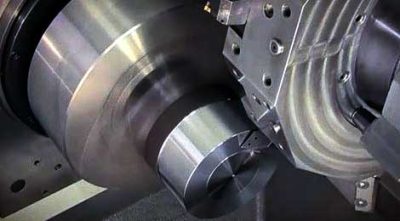
切割不銹鋼是根據加工設備(例如車床)處理不銹鋼零件的過程, 銑床, 和刨床.
不銹鋼的主要特性
加工性比中碳鋼差很多. 以普通No的切削加工性. 45 鋼作為 100%, 奧氏體不鏽鋼 1Cr18Ni9Ti 的相對切削加工性為 40%; 鐵素體不鏽鋼1Cr28的相對車削加工性為 48%; 馬氏體不銹鋼2Cr13是 55%. 他們之中, 奧氏體和奧氏體 + 鐵素體不鏽鋼的切削加工性最差.
不銹鋼CNC加工的主要特徵
CNC加工期間的嚴重硬化
在不銹鋼中, 奧氏體和奧氏體的工作硬化 + 鐵素體不銹鋼是最突出的. 例如, 硬化後的奧氏體不銹鋼的強度σb達到1470〜1960 mpa, 隨著σb的增加, 收率限制σs增加; 退火的奧氏體不銹鋼σs不超過 30% 到 45% σb, 但它達到了 85% 到 95% 下班後硬化. 工作深度可以到達工作的深度 1/3 或更多的切割深度; 工作硬度硬度的硬度是 1.4 到 2.2 比原始的時間高. 由於不銹鋼的可塑性很大, 在塑性變形期間,該字符扭曲, 加強係數很大; 奧氏體不夠穩定, 在減少壓力的作用下,奧斯丁岩的一部分將轉化為馬氏體; 另外, 在切熱的作用下, 複合雜質易於分解並呈現分散的分佈, 切割時會導致硬化層. 由先前的轉動供稿或先前的加工過程引起的工作硬化嚴重影響了後續過程的平穩進展.
高切割力
不銹鋼在切割過程中具有較大的塑性變形, 特別是奧氏體不銹鋼 (它的伸長量超過 1.5 毫無疑問. 45 鋼), 增加切割力. 同時, 不銹鋼的工作硬化很嚴重, 並且熱強度很高, 這進一步增加了切割的阻力. 不銹鋼芯片也很難捲曲和破裂. 所以, 加工不銹鋼的切割力很大. 例如, 1CR18NI9TI的單位切割力是 2450 百萬帕, 就是 25% 高於 45 鋼.
高切割溫度
切割過程中使用該工具的塑性變形和摩擦都很大, 導致大量的降溫;
另外, 不銹鋼的導熱率約為NO的1/2〜1/4. 45 鋼.
大量切割熱量集中在切割區域和工具薄鋼芯片觸點之間的界面上, 而且散熱條件很差. 同等條件下, 1CR18NI9TI的切割溫度比NO高約200°C. 45 鋼.
不銹鋼芯片不容易破裂
不銹鋼的可塑性和韌性很棒, 籌碼在轉彎時是連續的, 這不僅影響操作的平穩操作, 但也刮擦處理後的表面. 在高溫和高壓下, 不銹鋼與其他金屬具有很強的親和力, 並且很容易引起粘附並形成累積腫瘤, 不僅加劇了工具磨損, 但也撕裂並惡化處理後的表面. 碳含量較低的馬氏體不銹鋼的這一功能更為明顯.
轉彎工具容易穿
切割不銹鋼的過程中的親和力:
它將引起工具和芯片之間的鍵合和擴散, 這樣該工具將產生粘合磨損和擴散磨損, 導致工具耙子上的新月形隕石坑, 尖端還將形成微小的剝離和凹口;
另外, 不銹鋼中的碳化物 (例如抽動) 有高硬度. 切割期間直接與工具接觸並與該工具摩擦, 磨損工具, 工作硬化都會增加工具磨損.
不銹鋼具有較大的線性膨脹係數
不銹鋼線性膨脹係數大約 1.5 碳鋼的時間. 在切割溫度的作用下, 工件容易導致熱變形, 而且尺寸精度很難控制
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe