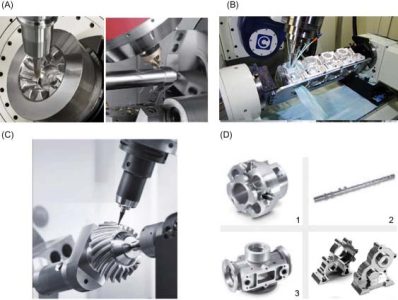
數控銑削是精密零件的高科技加工方法, 可加工成方形、圓形組合的複雜結構零件.
數控銑床可加工形狀複雜的旋轉體. 在銑削中, 首先固定空白, 利用高速旋轉的銑刀在毛坯上移動毛坯,銑出所需的形狀和特徵. 傳統銑削多用於銑削輪廓、凹槽等簡單形狀特徵. 數控銑床可以加工複雜的形狀和特徵. 銑鏜加工中心可進行三軸或多軸銑鏜加工進行加工: 模具, 檢查工具, 模具, 薄壁複雜曲面, 人工義肢, 葉輪葉片, ETC. 選擇數控銑削零件時, 應充分發揮數控銑床的優勢與關鍵功能.
可加工各種類型的材料, 例如 316, 304 不銹鋼, 碳素鋼, 合金鋼, 合金鋁, 鋅合金, 鈦合金, 銅, 鐵, 丙烯酸纖維, 聚四氟乙烯, POM棒及其他金屬、塑膠原料.
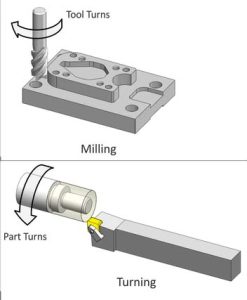
車削和銑削的區別
車削和銑削是常見的金屬冷加工方法. 與車削的差別在於銑削, 刀具在主軸的帶動下高速旋轉, 當工件相對靜止時.
車削和銑削的區別:
車削用於加工旋轉零件. 零件透過三個夾盤夾緊在工具機主軸上並高速旋轉. 然後用車刀依照迴轉體的母線移動刀具,切出產品的形狀. 車床還可以加工內孔, 線, 咬, ETC. 後兩者是低速處理.
銑削加工
(1) 在工件上銑削曲線輪廓, 直線, 弧, 螺紋或螺旋曲線, 特別是數學表達式給出的非圓曲線和列表曲線.
(2) 銑削給定數學模型的空間曲線或曲面.
(3) 銑削形狀雖然簡單, 產品尺寸及位置範圍廣,內部檢查困難.
(4) 銑床可加工型腔, 盒子零件, ETC. 難以觀察到的, 普通工具機加工時的控制與檢測.
(5) 尺寸要求嚴格的孔或平面.
(6) 所有簡單的表面或形狀都可以透過一次裝夾銑削來加工.
(7) 採用CNC銑加工能有效提高生產率、減輕勞動強度的一般加工.
適合數控銑削加工的主要加工對象包括以下幾類: 平面輪廓零件, 可變斜角零件, 空間曲面輪廓零件, 孔和螺紋, ETC.
銑削操作要點
- 銑床操作人員應穿著緊身工作服,袖口繫緊; 女性操作人員必須戴防護帽; 高速銑削時配戴防護眼鏡; 銑削鑄鐵件時配戴口罩; 操作時嚴禁戴手套,防止手被夾在旋轉刀具與工件之間.
2. 操作前, 檢查銑床各部件及安全裝置是否安全可靠;
檢查設備電氣部分是否安全可靠.
3. 裝卸工件時, 工作台應返回安全位置. 使用扳手擰緊工件時, 施力方向應避開銑刀,防止扳手打滑時撞擊刀具或夾具.
4. 組裝和拆卸銑刀時, 用專門的墊子墊一下. 請勿直接用手握住銑刀.
5. 銑削不規則工件並使用虎鉗時, 分度頭和固定工件的專用夾具. 不規則工件的重心, 惡習, 分度頭, 特殊裝置, ETC. 應盡量放置在工作台中間,避免工作台受力不均勻而變形.
6. 快速或自動進給銑削期間, 請勿將工作台移到兩個極端,以免擠壓絲桿.
7. 當銑床運作時, 不允許調整, 測量工件並改變潤滑方式,防止手接觸刀具傷害手指.
8. 在銑刀的旋轉完全停止之前, 不允許用手製動.
9. 銑削時請勿用手清除切屑或用嘴吹,以免切屑損傷皮膚和眼睛.
10. 電動快速進給時, 手輪離合器應打開,防止手輪快速轉動傷人.
11. 工作台正反轉時, 換向手把必須先停在中間位置, 然後反轉. 不允許直接反轉.
12. 銑削鍵槽軸或銑削薄工件時, 防止分度頭或工作台表面被銑削.
13. 銑削平面時, 必須使用四個以上銑刀頭的刀頭, 銑削時必須選擇適當的切削量,以防止工具機振動.
14. 下班後, 將工作台停在中間位置, 並將升降平台降至最低位置.
15. 適用於CNC立式銑床, 預先選擇項目,例如工作程序, 主軸轉速, 刀具進給, 刀具運動軌跡, 並在上班前依製程要求連續越位. 將電動旋鈕放入 "調整" 試運轉位置. 確認沒有問題後, 將電動旋鈕置於自動或半自動位置即可運作.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe