 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
鑽孔為半封閉數控切割. 鈦合金鑽削過程中切削溫度很高, 鑽後回彈大, 鑽屑又長又薄, 易黏且不易排出. 鈦合金鑽孔經常會導致鑽頭被咬住, 扭曲的, 等等. 所以, 要求鑽頭強度高、剛性好, 鑽頭與鈦合金的化學親和力小. 最好使用硬質合金鑽頭, 但目前最常用的還是麻花鑽, 採取一些措施改善後, 也可以獲得更好的結果.
(1) 改善鑽頭: 為了滿足鈦合金CNC演練的需求, 應採取以下改進措施以進行扭曲鑽頭:
增加鑽頭的頂角, 2F = 135°~140°; 增加鑽頭外邊緣處的間隙角度, 取12°~15°; 增加螺旋角, p = 35°~40°; 增加鑽頭核心的厚度並採取 (0.22〜0.4) 做 (做是鑽頭的直徑).
使用 “s” 形狀或 “X” 形狀銳化鑽頭的鑿子邊緣, 鑿子邊長b =(0.08〜0.1)做, 同時確保鑿子邊緣的對稱性為≤0.06毫米. 兩種類型的鑿子邊緣都可以形成第二個尖端, 在鑽孔過程中起著芯片分離的作用並減少軸向力.
最常用的是磨削適合在扭曲鑽機上鑽孔鈦合金的尖端形狀. 那是, 鈦合金組演練, 切割部分的形狀如圖所示 7-1. 在圖中, 當鑽直徑為130°時,外部和內部尖端角2φ和2φ'為130°~140°>3〜10mm, 和125°~140°>10~30毫米;
當Do時,外邊緣的清除角α為12°~18°>310毫米, 和10°~15°>10~30毫米;
鑿子邊緣角ψ= 45°;
內部尖端角γτ= -10°〜-15°;
內葉片角t = 10°~15°;
弧刀片的浮雕角度= 18°~20°.

相關參數和鑽探鈦合金組演練的量
請參閱表 7-8 和桌子 7-9 對於相關參數和鑽井量的鈦合金組演練.
在鑽頭上製作了四個引導刀片,以增加鑽頭慣性的截面矩, 提高剛性, 自然形成兩個輔助冷卻凹槽. 耐用性是關於 3 高於標準演習, 並且切割溫度降低 20%. 同時, 由於穩定的引導,孔擴展的量減少了. 例如, 四3毫米四光鑽頭的孔膨脹為0.03 ~0.04毫米, 雖然標準鑽頭為0.05〜0.06毫米.
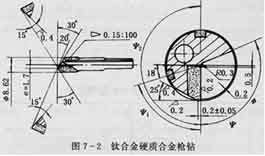
(2) 選擇合適的槍鑽: 當用鈦合金縱橫比鑽深孔時 5, 當孔直徑小於或等於 30 毫米, 通常使用水泥碳化物槍鑽, 如圖 7-2; 當孔直徑大於 30 毫米, 使用水泥碳化物BTA鑽頭或噴氣吸氣鑽. 使用圖中顯示的槍鑽 7-2 鑽TC4的孔, 孔深度是 204 毫米 (長度與直徑的比率是 26), 表面粗糙度為RA 1.6 μm. 生產率提高了 4 次, 芯片的形狀 “李子” 或者 “C”, 芯片去除是正常的.
鑽深孔時不應使用水基切割液, 因為水可能在高溫下在尖端上形成蒸汽氣泡, 它可能很容易產生構建邊緣並使鑽孔不穩定. 建議使用N32發動機油和煤油, 它的比率是 3:1 或者 3:2, 也可以使用硫化油.
用於鑽孔鈦合金的碳化物槍鑽
當使用碳化物槍以大於長度比大於大於長度比的深孔時 30. 通過施加少於振動的振動鑽探 100 沿軸向方向的Hz可以使工件的表面粗糙度ra 0.3 μm並提高生產率 5 次. 特定參數為VC = 17 m/min, F = 0.033分鐘/r, 振幅是 0.07 毫米, 頻率是 35 赫茲, 工件的圓度是 4 μm, 表面粗糙度為RA 0.33 μm.
(3) 選擇正確的切割液: 鑽孔孔時可以使用電解液. 它的成分是皮脂酸 7%-10%, 三乙醇胺 7%-10%, 甘油 7%-10%, 硼酸 7%-10%, 亞硝酸鈉 3%-5%, 其餘的是水.