 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
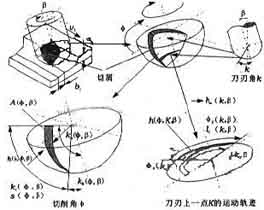
球頭銑刀五軸銑削的幾何運動關係
銑削可獲得良好的曲面近似面. 使用球頭刀具進行三軸銑削時, x 方向的線性進給運動, y, 和z方向可以確保刀具切削到工件上的任意座標點, 但刀軸方向不能改變. 刀軸上該點的實際切削速度為零, 而且刀具中心的容屑空間也很小. 如果這些點涉及到切割, 不利的切削條件會導致加工表面品質下降, 刀片磨損會增加, 且加工時間會延長. 使高級刀具材料沒有充分利用.
五軸、三軸銑削對比, 五軸銑具有一系列優勢. 此時, 通過兩根轉軸的運動, 刀軸方向可隨時調整, 使銑刀軸線與工件表面的夾角和實際切削速度保持不變. 刀具路徑路徑可更靈活地設定,滿足給定工件表面峰谷深度的要求. 使用球頭刀具進行加工時, 無論刀具相對於工件的方向為何, 切屑總是在半球形表面上分離. 所以, 每次總是切割具有相同幾何形狀和尺寸的切屑. 改變的是切屑分離時刀片的運動軌跡, 以及由此確定的刀片的接觸條件和切削幾何運動條件. 換句話說, 有目的地改變和確定刀具位置可以影響切削過程和幾何運動參數, 且二者可以從刀具磨損方面進行優化, 表面品質和加工穩定性.
當然, 五軸聯動銑削的數控編程比較複雜, 對計算機數控要求較高的運算能力和速度 (CNC系統) 系統. 而要求工具機的直線進給軸做較大的補償運動, 也要求避免干擾和碰撞. 所以, 在模具製造中, 只有五軸銑的優點才能加工一定範圍內的工件.