 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
耳軸、行星結構的五軸工具機通常在標準三軸工具機的基礎上增加一個兩軸迴轉工作台. 這種結構的優點是零件固定在旋轉中心線上. 根據不同尺寸, 連動加工時旋轉軸改變角度時直線座標補償行程最短. 在這種操作中以及每個加工週期結束時, 進給均受任一運轉狀態的限制 5 座標軸. 通常, 由於補償行程過大,受到線性軸的限制. 由於其較大的重量和偏移效應, 不能有效增加線性座標的加速度. 相比之下, 由於直接驅動技術, 旋轉座標可以輕鬆實現高動態性能. 與短行程結合,有助於縮短加工週期,並提高加工精度.
補償行程短通常與5軸定位無關. 只有當高速加工需要直線座標和旋轉座標幾乎同時到達目標位置時才會出現問題. 隨著五軸加工零件變得越來越複雜,需要更多類型的刀具, 加工循環過程中會產生大量的換刀時間.
另一方面, 由於加工零件的鑄件非常接近實際形狀, 以及高性能切削技術的應用, 切割時間正在縮短. 如圖所示, 加工鋁製汽車轉向節時, 採用創新的 5 軸加工概念, 切屑時間僅1.9s. 由於加工左右兩個零件時,所有刀具只需更換一次, 換刀時間減少了 50%.
採用更有效率的裝卸技術. 標準化機器人單元配合整體原料及成品儲存裝置, 有效減少非生產時間. 除了為兩台工具機裝卸材料外, 機器人還可以執行清潔等任務, 標記, 和測量. 由於行星工作台可配備無縫夾具, 不同加工應用之間的調整時間非常短. 採用高速直驅, 兩個工作台可鏡像. 這對於對稱零件的加工具有重要意義, 如汽車左右兩側對稱零件的加工, 卡車或飛機.
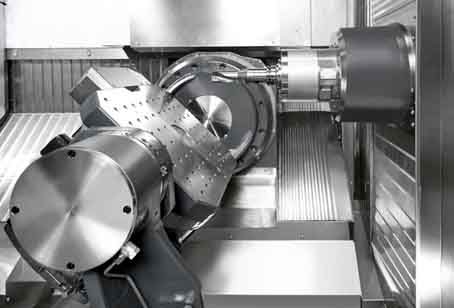
5-行星結構軸加工