 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
5-基礎零件的軸加工
高性能五軸數控銑加工中心, 數控系統具有空間座標系旋轉和傾斜刀具補償功能, 為一些需要斜面加工、加工精度要求高的零件的加工提供了可能. 在傾斜平面上處理時, 由於座標系在空間變化,加工程序編寫困難. 需要突破用於編程的常規編程思維模式, 和該計劃的特殊處理. 本文與模型產品的實際處理討論了此問題.
這樣的部分經常在產品的生產過程中遇到, 他們需要打孔, 無聊的, 並在傾斜的表面上銑削. 否則需要在幾個傾斜的表面上處理不同的方向和不同的斜率, 並且每個斜面都有更高的形位公差要求. 處理此類部分的常規方法是拉動床頭, 旋轉工作表面或使用模塊化燈具. 如果處理方向或處理位置不同, 需要第二個夾緊和重新調整, 而且處理過程非常麻煩. 由於夾緊定位的局限性和機床本身, 無法保證零件的加工精度. 例如, 在T××表體處理中, 傾斜的表面有很多孔, 而且特殊形的表面不容易夾緊, 定位參考不好, 以及由多個夾具引起的誤差積累, 有時孔邊緣誤差超過1mm.
為了解決此類部分的處理問題, 通過持續探索和過程方法的持續改進, 結合工廠現有的機床, 選擇了一個五軸CNC銑削加工中心來解決此問題. 選定的機床是5軸鏈接. 此外 3 線性軸, 它也有兩個旋轉軸 (C軸: -360°~360°) 和搖頭 (B軸: 0°~110°). 使用的控制系統是FANUC160I, 具有空間坐標系統旋轉和傾斜刀具補償的功能.
從實現斜面處理的角度來看, 可以打孔的多個斜角在不同的方向和不同角度, 無聊的, 輕敲, 一個夾緊後可以完成銑削和其他過程. 減少夾緊次數, 降低勞動力強度, 縮短產品的生產週期, 更重要的是, 提高零件的處理準確性並確保產品質量的一致性.
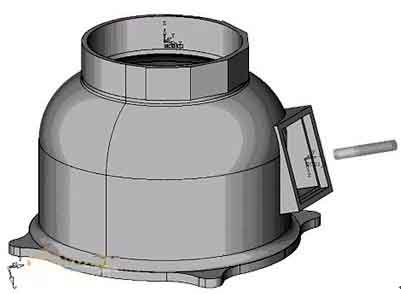
以某個基本部分的處理為例. 零件如下所示: 處理這個基礎, 可以看出,機床應在XZ和YZ飛機上完成2軸連接插值以及主軸頭擺動. 因為使該工具垂直於加工表面, 主軸必須完成頭部搖擺運動. 旋轉頭涉及一系列多軸加工問題,例如擺長度. 所以, 有必要使用多軸編程手段來完成. 編程和機床調試很困難, 對程序員和機器運營商的需求更高. 在實際應用中, 考慮到確保機床安全性等因素, 有必要模擬處理過程並執行多個空氣切割,以確保在執行正式處理之前該程序是正確的. 另外, 多軸程序算法非常複雜, 並且需要考慮諸如擺長長度之類的因素的影響. 某個機床必須有特定的後處理, 但是後處理通常是由於算法和控制位置的差異, 以及計算穩定性的影響. 通過軟件後處理獲得的程序通常很難滿足零件圖在控制精度方面的準確性.
分析表明,編程難度增加的直接原因是傾斜平面的外觀. 所以, 如果可以製定加工平面與傾斜平面一致, 然後,這種問題將轉變為兩軸半理程編程問題, 而且編程難度將大大減少. 所以, 可以想像使用機床的坐標系轉換功能 (G68命令) 使加工平面與傾斜平面一致. 第二個工具長度補償命令 (G432) 用於在傾斜平面的垂直方向上添加工具長度. 上述處理後, 斜角處理的問題被轉換為平面處理以解決, 因此,編程難度大大減少了. 如果您需要同時處理多個傾斜的飛機, 您只需要將C軸旋轉為C0 (可工作的零位置, 零位置的方向與主軸的擺動方向相同), 然後通過旋轉坐標係並增加工具長度來實現處理. 如果處理形狀相對簡單, 可以手動完成編程. 這使得實現多個傾斜表面的加工, 多個位置, 以及CNC機床的單個夾具中的多個工具更改.
程序結構如下:
%
N0100O0008 (程序名稱)
N0102M6T1; (換刀)
N0104G0G90G56X400Y200Z260B0C0; (移至參考點)
N0106G432X200Z150H1BΩ; (沿垂直於傾斜平面的方向添加刀長度)
N0108M3S3000; (主軸向前旋轉)
N0110M8; (打開切割液)
N0112G68X188Y0Z60I0J1K0RΩ; (坐標系統轉換, ω是從零到垂直於傾斜平面的主軸的旋轉角度)
…………
N0200G69; (取消坐標系旋轉)
N0202G492X200Z300; (取消坡度工具補償, 搬到安全的位置)
N0204M9; (切掉液體)
N0206Cα; (C軸旋轉, α是要處理的第n個傾斜平面的垂直線與C0位置之間的最小角度)
N0208G0G90G56X400Y200Z260B0C0; (移至參考點)
N0210G432X200Z150H1BΩN; (沿垂直於傾斜平面的方向添加刀長度)
N0212G68x188Y0Z60I0J1K0RΩN; (坐標系統轉換, 當主軸從零變為垂直向斜率時,ωn是旋轉角度)
…
N0200G69; (取消坐標系旋轉)
N0202G492X200Z300; (取消坡度工具補償, 搬到安全的位置)
N0204M9; (切掉液體)
N0204M30; (程序結束, 返回程序頭)
儘管在上述討論中已經實現了斜角加工, 它僅限於鑽探, 無聊的, 竊聽, 並在斜角上銑削. 由直線和電弧組成的簡單形狀僅限於手動編程. 如果銑削形狀更複雜. 例如銑削方程曲線, 三維彎曲表面, 並在傾斜的飛機上刻字, 如何編程?
即使在平坦的表面上處理這些類似的形狀, 不可能手動編程, 而且它只能由CAM軟件完成. 通過仔細研究機床和凸輪軟件, 一組軟件編程與手動編程相結合是完成此類零件處理和編程的有效方法.
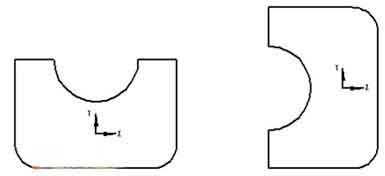
分析表明,在普通的三軸銑削中, 工具軸的方向始終垂直於Xoy平面. 但是,當主軸偏離原始垂直方向並且工具平面傾斜時, 在Xoy平面上生成的程序如何在傾斜平面上正確運行? 分析表明,儘管坐標系已旋轉, 如果圖的相對位置 (一個) 在原始坐標系和要在傾斜平面上處理的形狀 (b) 並且新坐標系中的相對位置在Xoy平面上保持一致 . 然後,在Xoy平面上生成的程序可以直接應用於斜角加工.
根據機床的揮桿頭運動對圖形位置的影響, 分析表明,在Xoy平面上畫, 圖形應以編程起源為旋轉中心逆時針旋轉90° (旋轉角應根據機床的特定條件確定). 這樣, CAM軟件中的圖形位置與實際加工位置保持一致. 通過添加和修改程序主管和程序結束, 那是, 添加坐標系轉換和傾斜的工具補償, 組合軟件編程和手動編程. 這實現了任意複合形狀(例如銑削方程曲線)的加工, 三維彎曲表面, 和傾斜的表面上的刻字.
5-斜面上的軸銑削方程曲線, 三維表面
通過實際的加工驗證, 證實該方法在機器功能和中風的允許範圍內, 而且該方法的編程可以實現任何復雜形狀在任何傾斜平面上的加工編程.
下圖顯示了在52°傾斜平面上處理三維彎曲表面的示例:

加工三維彎曲表面