 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Parça çiziminizi ve numunenizi memnuniyetle karşılıyoruz. Şirketimiz çizimlerinizi hızlı bir şekilde analiz edecek ve makul bir CNC işleme yöntemi ve teklifi sunacaktır..
CNC takım tezgahı işleme konusunda profesyonel iseniz, hassas metal parça işleme çizimlerindeki profesyonel boyutları ve sembolleri anlamak zor değil. Ancak başlangıçta CNC işleme endüstrisine maruz kaldıysanız, veya bir proje geliştirmeniz gerekiyor, göz kamaştırıcı çizimler sizi çok acıtabilir. Eğer çizimleri anlamıyorsanız, birçok şeyin verimliliğini ve etkililiğini garanti etmek zor olacak. Bugün hassas metal parçaların işleme çizimlerini nasıl anlayacağımızı öğreneceğiz:
Parçaların CNC işleme çizimlerini anlayın, uygun CNC işleme yöntemini belirleyin, ve işlenmiş parçaların fiyatını değerlendirin.
1. Ortak yapıların boyut gösterimi yöntemi
Ortak delik boyutunda enjeksiyon yöntemi (kör delik, dişli delik, havşa, havşa deliği); Pah için boyut açıklama yöntemi.
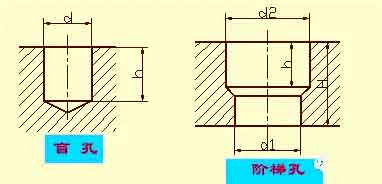
Kör delik
Dişli delik
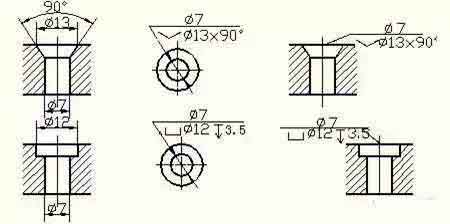
Havşa
Havşa deliği
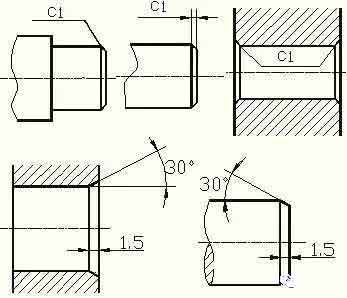
Pah
2. Parçalarda işleme yapısı
CNC işleme için alttan kesme ve üstten hareket oluklarının tasarımı
Parçaların CNC işlenmesinde, aletin geri çekilmesini kolaylaştırmak ve montaj sırasında ilgili parçaların temas yüzeylerinin sıkı olmasını sağlamak amacıyla. Taşlama çarkının alttan kesme veya aşırı hareket oluğu, işlenmiş yüzey adımında önceden işlenmelidir..
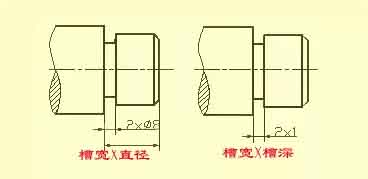
Dış daireyi döndürürken alt kesimin boyutu genellikle şu şekilde işaretlenebilir: “oluk genişliği × çap” veya “oluk genişliği × oluk derinliği”. Dış daireleri ve uç yüzleri taşlarken taşlama taşının aşırı hareket oluklarını taşlama.
Sondaj yapısı
Matkapla açılan kör deliğin alt kısmında 120° koni açısı vardır. Silindirik kısmın delme derinliğinin derinliğini ifade eder, koni çukuru hariç. Kademeli sondajların geçişinde, ayrıca 120° kesik koni açısı da vardır, çizim yöntemi ve boyut enjeksiyon yöntemi.
Matkap ucuyla delik açarken, Delme işleminin doğruluğunu sağlamak ve matkap ucunun kırılmasını önlemek için matkap ucunun ekseninin, delinmiş deliğin uç yüzüne mümkün olduğunca dik olması gerekir.. Üç delme uç yüzünün doğru yapısı.
Patronlar ve çukurlar
Temas yüzeyi parçaları ve diğer parçalar, genellikle işlenmesi gerekir. İşleme alanını azaltmak ve parçaların yüzeyi arasında iyi temas sağlamak için, çıkıntılar ve çukurlar genellikle dökümler üzerinde tasarlanır. Cıvata bağlantısının destek yüzeyi çıkıntısının veya destek yüzeyi çukurunun şekli;
CNC işleme alanını azaltmak için, bir oluk yapısı oluşturulur.