 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
İşlenmiş parça çizimlerinin boyutları: standart toleranslar ve temel sapmalar, yüzey pürüzlülüğü, kesinlik, pürüzsüzlük, konum, paralellik, eş eksenlilik, vesaire.
| Şekil ve konum toleransı | Pozisyon derecesi | Paralellik | eşmerkezlilik | Dikeylik | Tam atlama doğruluğu | Simetri | Pürüzsüzlük | Silindiriklik | Yuvarlaklık | Pürüzlülük |
| sembol | ||||||||||
| ölçüm doğruluğu | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra0,01 |
| İşleme doğruluğu | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra0,04 |
Parçaların yüzey pürüzlülüğünün sembolü
Parça yüzey pürüzlülüğü kavramı
Parçanın yüzeyinde küçük aralıklı tepeler ve vadiler var, ve bunun oluşturduğu mikro geometrik özelliklere yüzey pürüzlülüğü denir.. CNC parçaları işlerken, CNC kesme ve yarma sırasında aletin parça yüzeyinde bıraktığı takım izleri ve yüzey metalinin plastik deformasyonu nedeniyle oluşur..
Parçaların yüzey pürüzlülüğü aynı zamanda parçaların yüzey kalitesini değerlendirmek için kullanılan teknik bir indekstir.. Eşleşen özellikler üzerinde etkisi vardır, çalışma doğruluğu, aşınma direnci, korozyon direnci, sızdırmazlık, dış görünüş, vesaire. parçaların.
Kod, yüzey pürüzlülüğünün sembolü ve işareti
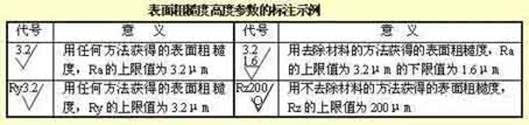
GB/T 131-1993 yüzey pürüzlülüğü kodunu ve gösterimini belirtir. Çizim üzerinde parçaların yüzey pürüzlülüğünü gösteren semboller aşağıdaki tabloda gösterilmektedir..
Parçaların yüzey pürüzlülüğünün değerlendirme parametreleri:
1) Konturun aritmetik ortalama sapması (ra)
Örnekleme uzunluğu dahilinde, kontur ofsetinin mutlak değerinin aritmetik ortalaması. Ra değeri ve örnekleme uzunluğu l. Tabloya bakın.
2) Maksimum profil yüksekliği (Rz)
Örnekleme uzunluğu dahilinde kontur tepe noktasının üst çizgisi ile kontur tepe noktasının alt çizgisi arasındaki mesafe.
Notlar: Kullanırken Ra parametresi tercih edilir.
Yüzey pürüzlülüğü için işaretleme gereksinimleri
1) Yüzey pürüzlülüğüne ilişkin kod etiketleme örneği
Yüzey pürüzlülüğü yükseklik parametreleri Ra olduğunda, Rz, Ry kodda sayısal değerlerle işaretlenmiştir, Ra parametre kodunun atlanabilmesi dışında. Diğer parametrelerin, parametre değerinden önce ilgili parametre kodu Rz veya Ry ile işaretlenmesi gerekir.. Etiketleme örnekleri için tabloya bakın.
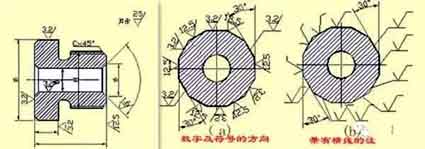
2) Yüzey pürüzlülüğünün yüzey pürüzlülüğündeki sayı ve sembollerle işaretlenmesi yöntemi
Çizimler üzerinde yüzey pürüzlülüğü sembollerinin işaretlenmesi yöntemi
1) Yüzey pürüzlülüğü kodu (sembol) genel olarak görünür kontur çizgisine not edilmelidir, boyut sınır çizgisi veya bunların uzatma çizgisi, ve sembolün ucu malzemenin dışından yüzeye bakmalıdır.
2) Yüzey pürüzlülük kodundaki sayı ve sembollerin yönü gerektiği gibi işaretlenmelidir..
2) Maksimum profil yüksekliği (Rz)
Örnekleme uzunluğu dahilinde kontur tepe noktasının üst çizgisi ile kontur tepe noktasının alt çizgisi arasındaki mesafe.
Notlar: Kullanırken Ra parametresi tercih edilir.
Yüzey pürüzlülüğü için işaretleme gereksinimleri
1) Yüzey pürüzlülüğüne ilişkin kod etiketleme örneği
Yüzey pürüzlülüğü yükseklik parametreleri Ra olduğunda, Rz, Ry kodda sayısal değerlerle işaretlenmiştir, Ra parametre kodunun atlanabilmesi dışında. Diğer parametrelerin, parametre değerinden önce ilgili parametre kodu Rz veya Ry ile işaretlenmesi gerekir.. Etiketleme örnekleri için tabloya bakın.
2) Yüzey pürüzlülüğünün yüzey pürüzlülüğündeki sayı ve sembollerle işaretlenmesi yöntemi
Çizimler üzerinde yüzey pürüzlülüğü sembollerinin işaretlenmesi yöntemi
1) Yüzey pürüzlülüğü kodu (sembol) genel olarak görünür kontur çizgisine not edilmelidir, boyut sınır çizgisi veya bunların uzatma çizgisi, ve sembolün ucu malzemenin dışından yüzeye bakmalıdır.
2) Yüzey pürüzlülük kodundaki sayı ve sembollerin yönü gerektiği gibi işaretlenmelidir..
Yüzey pürüzlülüğünün etiketleme örneği
Aynı çizimde, her yüzey genellikle bir kodla işaretlenir (sembol) sadece bir kere, ve ilgili boyut çizgisine mümkün olduğunca yakın. Alan dar olduğunda veya etiketlemenin sakıncalı olduğu durumlarda, etikete yol açabilir. Parçaların tüm yüzeyleri aynı yüzey pürüzlülüğü gereksinimlerine sahip olduğunda, çizimin sağ üst köşesinde eşit şekilde işaretlenebilirler. Parçaların yüzeylerinin çoğunun aynı yüzey pürüzlülüğü gereksinimlerine sahip olması durumunda, en çok kullanılan kod (sembol) aynı anda çizimin sağ üst köşesinde işaretlenebilir, ve kelime “geri kalan” eklenecek. Düzgün olarak işaretlenmiş yüzey pürüzlülüğü kodunun yüksekliği (sembol) ve açıklayıcı metin olmalıdır. 1.4 çizim işaretinin katı.
Parçalardaki sürekli yüzeyler, Tekrarlanan elemanların yüzeyleri (delikler gibi, dişler, oluklar, vesaire.), ve ince düz çizgilerle sürekli olmayan aynı yüzey. Yüzey pürüzlülüğü kodu (sembol) numara yalnızca bir kez not edilir.
Aynı yüzeyde farklı yüzey pürüzlülüğü gereksinimleri olduğunda, bölme çizgisini çizmek için ince düz çizgiler kullanılmalıdır, ve karşılık gelen yüzey pürüzlülük kodu ve boyutu not edilmelidir..
Diş ne zaman (diş) Dişlilerin çalışma yüzeyine şekil çizilmez, İş Parçacığı, vesaire., yüzey pürüzlülüğü kodu (sembol) gösterim yöntemi.
Merkez deliğin çalışma yüzeyi, kama yuvasının çalışma yüzeyi, pahın yüzey pürüzlülüğü kodu, ve yuvarlatılmış köşe basitleştirilebilir ve işaretlenebilir.
Parçaların kısmen ısıl işleme tabi tutulması veya kısmen kaplanması gerektiğinde (kaplanmış), Aralığı çizmek ve karşılık gelen boyutları işaretlemek için kalın noktalı çizgiler kullanılmalıdır. Yüzey pürüzlülüğü sembolünün uzun kenarının yatay çizgisine de yazılabilir..
Yüzey pürüzlülüğündeki sayılar ve semboller
Standart tolerans ve temel sapma
5. Standart tolerans ve temel sapma
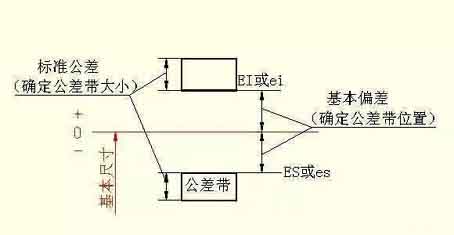
Üretimi kolaylaştırmak için, Parçaların değiştirilebilirliğini fark edin ve farklı kullanım gereksinimlerini karşılayın, ulusal standart “Sınırlar ve Uyumlar” Tolerans bölgesinin iki unsurdan oluşmasını şart koşar: standart tolerans ve temel sapma. Standart tolerans, tolerans bölgesinin boyutunu belirler, ve temel sapma tolerans bölgesinin yerini belirler.
1) Standart tolerans (BT)
Standart tolerans değeri temel boyut ve tolerans sınıfına göre belirlenir. Tolerans seviyesi, boyutun doğruluğunu belirleyen bir işarettir. Standart tolerans aşağıdakilere ayrılmıştır: 20 seviyeler, yani, IT01, IT0, IT1, …, IT18. Boyut hassasiyeti IT01'den IT18'e düşüyor. Standart toleransların spesifik değerleri ilgili standartlarda bulunabilir..
CNC işlemenin temel sapması
2) Temel sapma
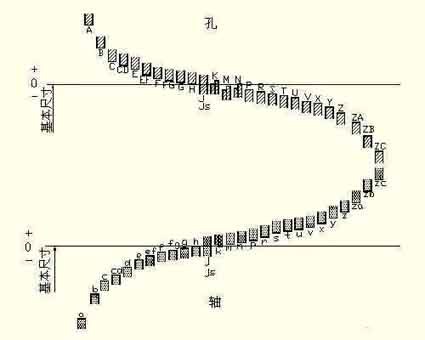
Temel sapma, standart limit ve ayardaki sıfır çizgisinin konumuna göre tolerans bölgesinin üst veya alt sapmasını ifade eder., ve genellikle sıfır çizgisine yakın sapmayı ifade eder. Tolerans bölgesi sıfır çizgisinin üzerinde olduğunda, temel sapma en düşük sapmadır; Aksine, üst sapma. Saman 28 toplamda temel sapmalar, ve kod adları Latin harfleriyle ifade edilmiştir, büyük harfler delik, küçük harfler eksen olarak kullanılır.
Temel sapma serisi diyagramından görülebilir.:
Deliğin temel sapması A~H ve şaftın temel sapması k~zc daha düşük sapmalardır; Deliğin temel sapması K~ZC ve şaftın temel sapması a~h üst sapmadır; JS ve js'nin tolerans bölgeleri sıfır çizgisinin her iki tarafına simetrik olarak dağıtılmıştır., ve deliğin ve şaftın üst ve alt sapmaları sırasıyla +IT/2 ve -IT/2'dir. Temel sapma serisi diyagramı yalnızca tolerans bölgesinin konumunu gösterir, toleransın boyutu değil. Öyleyse, Tolerans bölgesinin bir ucu bir açıklıktır, ve açıklığın diğer ucu standart bir toleransla tanımlanır.
Temel sapma ve standart tolerans, boyutsal tolerans tanımına göre, aşağıdaki hesaplama formüllerine sahip olun:
ES=EI+IT veya EI=ES-IT
ei=es-IT veya es=ei+IT
Deliğin ve şaftın tolerans bölgesi kodu, temel sapma kodu ve tolerans bölgesi kalite kodundan oluşur.