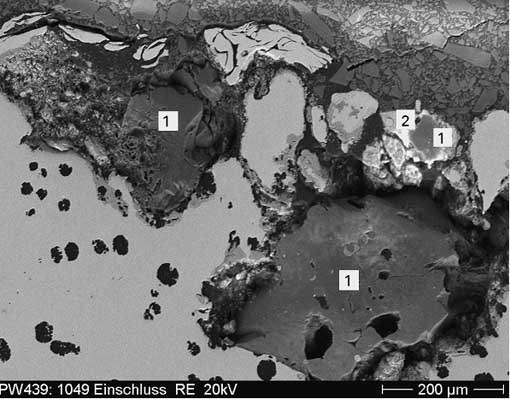
Alüminyum basınçlı dökümlerin kusur özellikleri: oksitlenmiş cüruf çoğunlukla dökümün üst yüzeyine dağılır, döküm kalıbının havanın geçmediği köşelerinde. Kırıklar çoğunlukla kirli beyaz veya sarıdır, ve X-ışını veya mekanik işlemlerle bulunur. Alkali çamaşırlarda da bulunabilir, dekapaj veya eloksal
neden:
1. Alüminyum dökümün şarjı temiz değil, ve kullanılan ücret miktarı çok fazla
2. Kötü geçit sistemi tasarımı
3. Alaşım sıvısındaki cüruf temizlenmez
4. Uygun olmayan dökme işlemi cüruf oluşmasına neden olur
Rafine edildikten sonra bekleme süresi yeterli değişiklik
Önleme yöntemi:
1. Yük kumla şişirilmelidir, ve kullanılan ücret miktarı uygun şekilde azaltılmalıdır
2. Cüruf tutma kabiliyetini arttırmak için yolluk sisteminin tasarımını iyileştirin
3. Cürufu çıkarmak için uygun akı kullanın
4. Dökme işlemi stabil olmalı ve cüruf tutulmasına dikkat edilmelidir.
5. Alaşım sıvısı rafine edildikten sonra dökülmeden önce belirli bir süre bekletilmelidir.
Alüminyum dökümlerde gözenekler ve kabarcıklar görünüyor
Kusur özellikleri: Alüminyum dökümlerin duvarındaki gözenekler genellikle yuvarlak veya ovaldir., pürüzsüz bir yüzeye sahip, genellikle parlak oksit cilt, bazen yağlı sarı. Yüzeydeki gözenekler ve kabarcıklar kumlamayla bulunabilir, ve iç gözenekler ve kabarcıklar X-ışını floroskopisi veya mekanik işlemle bulunabilir. Röntgen filminde kabarcıklar siyah görünüyor.
neden:
1. Döküm alaşımı stabil değil, ve gaz söz konusu
2. The (çekirdek) kum organik yabancı maddelerle karıştırılır (kömür kesimleri gibi, halk at gübresi, vesaire.)
3. Kalıp ve kum çekirdeğinin yetersiz havalandırılması
4. Soğuk demirin yüzeyinde büzülme delikleri var
5. Kötü geçit sistemi tasarımı
Önleme yöntemi:
1. Gaza karışmayı önlemek için dökme hızını doğru şekilde kontrol edin.
2. Kalıp içerisine hiçbir organik yabancı madde karıştırılmamalıdır. (çekirdek) kalıplama malzemesinin gaz oluşumunu azaltmak için kum
3. Egzoz yeteneğini geliştirin (çekirdek) kum
4. Soğuk demirin doğru seçimi ve işlenmesi
5. Yolluk sistemi tasarımını iyileştirin
Alüminyum dökümlerde büzülme ve gevşeme
neden:
1. Boşluk yükselticinin zayıf besleme etkisi
2. Basınçlı döküm şarjı çok fazla gaz içeriyor
3. Boşluktaki koşucunun yakınında aşırı ısınma
4. Kum boşluğunda çok fazla nem var ve kum çekirdeği kurutulmamış
5. İri alaşım taneleri
6. Dökümün kalıpta yanlış konumu
7. Dökme sıcaklığı çok yüksek, dökme hızı çok hızlı
Önleme yöntemi:
1. Boşluk yükselticiden gelen erimiş metalle doldurulur ve yükseltici tasarımı iyileştirilir
2. Basınçlı döküm şarjı temiz ve aşındırıcı olmamalıdır
3. Dökümün büzülme gözenekliliğine bir yükseltici ayarlanır, ve yükseltici ile birlikte soğuk ütü veya soğuk ütü yerleştirilir
4. Kalıplama kumunun nemini kontrol edin ve kum çekirdeğini kurutun
5. Malzeme tanelerini rafine etmek için önlemler alın
6. Dökme sıcaklığını ve dökme hızını azaltmak için dökümün kalıptaki konumunu iyileştirin
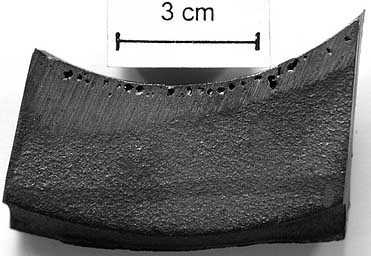
Dört, dökümde çatlaklar var
Alüminyum basınçlı dökümün kusur özellikleri
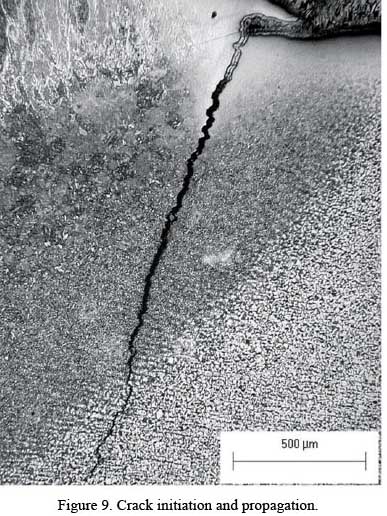
Döküm çatlağı
Tane sınırları boyunca çatlaklar gelişir, genellikle ayrımcılığın eşlik ettiği. Hacimsel büzülmesi daha büyük olan alaşımlarda ve daha karmaşık şekillere sahip dökümlerde ortaya çıkması kolay olan, yüksek sıcaklıklarda oluşan bir tür çatlaktır..
2. Isıl işlem çatlakları
Isıl işlem nedeniyle aşırı yanma veya aşırı ısınma nedeniyle, sıklıkla transkristalin çatlaklar sunar. Büyük stres ve termal genleşme katsayısına sahip alaşımlar genellikle aşırı soğutulur. Veya başka metalurjik kusurlar olduğunda
neden
1. Döküm yapı tasarımı mantıksız, keskin köşeler var, ve duvar kalınlığı çok fazla değişiyor
2. Kum kalıbı (çekirdek) zayıf imtiyaz
3. Kalıbın yerel aşırı ısınması
4. Dökme sıcaklığı çok yüksek
5. Dökümü kalıptan çıkarmak için henüz çok erken
6. Isıl işlem aşırı ısınmış veya yanmış, ve soğutma hızı aşırı
Önleme yöntemi
1. Keskin köşelerden kaçınmak için dökümlerin yapısal tasarımını iyileştirin, eşit duvar kalınlığı ve yumuşak geçiş için çabalayın
2. Kum kalıbı imtiyazını artıracak tedbirlerin alınması (çekirdek)
3. Dökümün tüm parçalarının aynı anda veya sırayla katılaştığından emin olun, ve geçit sisteminin tasarımının iyileştirilmesi
4. Dökme sıcaklığını uygun şekilde düşürün
5. Kalıbın soğuma süresini kontrol edin.
6. Döküm deforme olduğunda termal düzeltme yöntemi kullanılır.
7. Isıl işlem sıcaklığını doğru şekilde kontrol edin ve söndürme soğutma oranını azaltın
Sorun, alüminyum dökümlerin gevşek yapıya sahip olmasıdır., yüksek gözeneklilik, ve çeşitli metalik ve metalik olmayan safsızlıklar içerir. Boyamadan sonra, anodik oksit filmi beyaz lekelere eğilimlidir, ve alüminyum dökümlerdeki anodik oksit filmin kalitesini garanti etmek zordur. Bu konuda, İlgili uzmanlar bu sorunun yaşanmaması için aşağıdaki yöntemlerin kullanılabileceğini söyledi:
ilk, Yüksek voltaj ve yüksek akım yoğunluğu darbe yöntemini kullanın. Eloksal işleminin erken aşamasında, yüksek voltaj ve yüksek akım şokları, başlangıçta yabancı maddeler tarafından bölünmüş büyük ve küçük "blokları" yüksek akım şokları ile parçalara bağlamak için kullanılır.
ikinci, Döküm yüzeyi taşlama yöntemi. Öğütme, dökümün gözeneklerini öğütülmüş alüminyum tozuyla doldurabilir ve yabancı maddelerle ayrılan blokları birbirine bağlayan bir köprü görevi görebilir..
üçüncü, Döküm yüzeyinin bilyeli dövülmesi. Deneme patlatma yönteminden önce bir çekicin etrafında dönüyorum, amaç bariyer boşluğu oluşturmaktır “engellemek” dokunarak kapatılır, sayfaya bağlanmak için, etki önemli sonuçlardır. Bu yöntemlerin kullanılması, alüminyum dökümlerin anodize filminin boyanmasından sonra beyaz lekelerin ortaya çıkmasını etkili bir şekilde önleyebilir, böylece kalitesini garanti altına alır.
Dökümün avantajları
1. Karmaşık şekillerde parçalar üretebilir, özellikle karmaşık boşluklara sahip boşluklar (ısıtma gibi)
2. Geniş uyarlanabilirlik, endüstride yaygın olarak kullanılan metal malzemeler dökülebilir. Birkaç gram ~ yüzlerce ton.
3. Geniş hammadde kaynakları. Fiyat düşük. Hurda, hurda, cips
4. Dökümün şekli ve boyutu parçanınkine çok yakındır., kesme miktarının azaltılması, hangisi daha azdır ve kesilmez.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe