Metal işlemenin tornalanması için genel teknik kod (JB/T9168.2-1998)
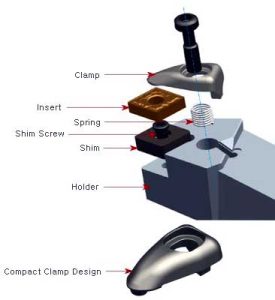
Torna takımlarının sıkıştırılması
1) Tornalama takımının sapı takım tutucudan çok fazla çıkmamalıdır, ve genel uzunluk aşılmamalıdır 1.5 takım sapının yüksekliğinin katı (deliklerin açılması hariç, oluklar, vesaire.)
2) Torna takımının alet çubuğunun merkez çizgisi kesme yönüne dik veya paralel olmalıdır.
3) Alet ucunun yüksekliğinin ayarlanması:
(1) Uç yüzü döndürürken, konik yüzeyin döndürülmesi, iplik döndürme, şekillendirme yüzeyinin tornalanması ve katı iş parçalarının kesilmesi, takım ucu genellikle iş parçasının ekseni ile aynı yükseklikte olmalıdır.
(2) Dış çemberin kaba tornalanması, deliğin ince tornalanması, ve takım ucu genellikle iş parçasının ekseninden biraz daha yüksekte olmalıdır.
(3) İnce mil pimlerini döndürürken, kaba dönüş delikleri, ve içi boş iş parçalarının kesilmesi, takım ucu genellikle iş parçasının ekseninden biraz daha aşağıda olmalıdır.
4) İplik tornalama takımının burun açısının açıortay iş parçasının eksenine dik olmalıdır.
5) Torna takımını sıkıştırırken, alet çubuğunun altındaki şimler küçük ve düz olmalıdır, ve torna takımına basmak için vidalar sıkılmalıdır.
Dönen donanım parçalarının sıkıştırılması
1) Kaba tornalama veya ince tornalama için iş parçasını sıkıştırmak amacıyla üç çeneli, kendinden merkezlemeli ayna kullanıldığında, iş parçasının çapı daha küçükse 30 mm, iş parçasının sarkma uzunluğu, 5 çapın katı. İş parçasının çapı daha büyükse 30 mm, iş parçasının sarkma uzunluğu, 3 çapın katı.
2) Dört çeneli tek hareketli mandreni kullanırken, koruyucu çerçeve, köşebent (bükülmüş plaka), vesaire. Düzensiz ve ağır iş parçalarını sıkıştırmak için, bir karşı ağırlık eklenmelidir.
3) Yüksük fikstürleri arasında mil pimi iş parçalarını işlerken, tornalamadan önce punta merkez eksenini torna iş mili ekseniyle çakışacak şekilde ayarlayın.
4) İki yüksük fikstürü arasında ince bir şaft işlerken, takım tutucu veya merkez tutucu kullanılmalıdır. İşleme sırasında üst sıkma kuvvetini ayarlamaya dikkat edin, ve ölü merkez ile orta çerçeve yağlanmalıdır.
5) Puntayı kullanırken, Titreşimi azaltmak için manşonu mümkün olduğu kadar kısa uzatın.
6) Küçük bir destek yüzeyi ve yüksek yüksekliği olan bir iş parçasını dikey bir arabaya sıkıştırırken, yükseltilmiş bir çene kullanın ve iş parçasını sıkıştırmak için uygun konuma bir bağlantı çubuğu veya baskı plakası ekleyin.
7) Çark ve manşon dökümlerini ve dövme parçalarını döndürürken, işlemden sonra eşit duvar kalınlığı sağlamak için işlenmemiş yüzeye göre hizalanmalıdırlar.
Donanım parçalarının tornalama işlemi
1) Döner tablanın kademeli milini döndürürken, Tornalama sırasında sertliği sağlamak için, genellikle daha büyük çaplı konum ilk önce döndürülmelidir, ve daha küçük çaplı konum daha sonra döndürülmelidir.
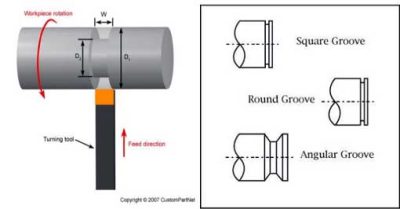
2) İş parçasını mil üzerinde kanal açarken, iş parçasının deformasyonunu önlemek için bitirme işleminden önce yapılmalıdır..
3) Dişli milin tornalanması tamamlandığında, genellikle diş açtıktan sonra diş açılmamış konumu döndürmeyi bitirmelisiniz.
4) Delmeden önce, iş parçasının uç yüzü düz hale getirilmelidir. Eğer gerekliyse, önce ortadaki deliği delin.
5) Derin delikler açarken, genellikle önce pilot delikler açın.
6) Dönerken (Φ10—Φ20) ㎜ delikler, araç çubuğunun çapı, işlenen delik çapının 0,6 ila 0,7 katı olmalıdır;
Çapı Φ20 mm'den büyük olan delikleri işlerken, genellikle tornalama başlığına sahip takım tutucu kullanılmalıdır.
7) When turning multiple threads or multiple worms, try cutting after adjusting the gears.
8) When using an automatic lathe, adjust the relative position of the tool and the workpiece according to the adjustment card of the machine tool. After the adjustment is completed, test turning is required, and the first part can be processed only after it is qualified;
Pay attention to tool wear and workpiece size and surface roughness at any time during processing.
9) When turning on a vertical lathe, after the tool post is adjusted, the beam cannot be moved at will.
10) When the relevant surface of the workpiece has position tolerance requirements, try to complete the turning in one clamping.
11) When turning the cylindrical gear blank, the hole and the reference end face must be processed in one clamping. Eğer gerekliyse, uç yüzündeki dişli indeks dairesinin yakınına bir işaretleme çizgisi çizilmelidir.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe