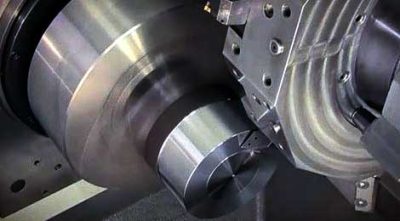
Paslanmaz çelik kesimi, paslanmaz çelik parçaların torna gibi işleme ekipmanlarıyla çizimlere göre işlenmesi işlemidir., freze makineleri, ve planya makineleri.
Paslanmaz çeliğin temel özellikleri
İşlenebilirlik orta karbonlu çeliğinkinden çok daha kötüdür. Sıradan No'nun işlenebilirliğini almak. 45 çelik olarak 100%, östenitik paslanmaz çeliğin 1Cr18Ni9Ti göreceli işlenebilirliği 40%; Ferritik paslanmaz çelik 1Cr28'in göreceli tornalama işlenebilirliği 48%; Martensitik paslanmaz çelik 2Cr13 55%. Aralarında, östenitik ve östenitik + Ferritik paslanmaz çelikler en kötü işlenebilirliğe sahiptir.
Paslanmaz çelik CNC işlemenin temel özellikleri
CNC işleme sırasında şiddetli sertleşme
Paslanmaz çelikler arasında, östenitik ve östenitiğin iş sertleşmesi + Ferritik paslanmaz çelikler en çok öne çıkanlardır.. Örneğin, Östenitik paslanmaz çeliğin sertleştikten sonra mukavemeti σb 1470~1960 MPa'ya ulaşır, ve σb'nin artmasıyla, akma limiti σs artar; Tavlanmış östenitik paslanmaz çelik σs'yi aşmaz 30% ile 45% σb'nin, ama ulaşır 85% ile 95% iş sertleşmesinden sonra. İşlenerek sertleştirilmiş katmanın derinliği ulaşabilir 1/3 veya daha fazla kesme derinliği; İşlenerek sertleştirilmiş tabakanın sertliği 1.4 ile 2.2 orijinalinden kat kat daha yüksek. Paslanmaz çeliğin büyük plastisitesinden dolayı, plastik deformasyon sırasında karakter bozulur, ve güçlendirme katsayısı büyüktür; Ve ostenit yeterince kararlı değil, Östenitin bir kısmı kesme gerilimi etkisi altında martenzite dönüşecektir.; Ek olarak, ısıyı kesme etkisi altında, bileşik safsızlıklarının ayrıştırılması kolaydır ve dağınık bir dağılım sunar, kesme sırasında sertleşmiş bir tabakaya neden olur. Önceki torna ilerlemesi veya önceki işleme prosesinin neden olduğu iş sertleşmesi, sonraki proseslerin düzgün ilerlemesini ciddi şekilde etkiler.
Yüksek kesme kuvveti
Paslanmaz çelik kesme sırasında büyük plastik deformasyona sahiptir, özellikle östenitik paslanmaz çelik (Uzaması daha fazla 1.5 Hayır'ın katı. 45 çelik), kesme kuvvetini artıran. Aynı zamanda, paslanmaz çeliğin işlenerek sertleşmesi ciddidir, ve termal dayanım yüksektir, bu da kesme direncini daha da artırır. Paslanmaz çelik talaşlarının kıvrılması ve kırılması da zordur.. Öyleyse, paslanmaz çeliğin işlenmesi için kesme kuvveti büyüktür. Örneğin, 1Cr18Ni9Ti tornalamanın birim kesme kuvveti 2450 MPa, hangisi 25% bundan daha yüksek 45 çelik.
Yüksek kesme sıcaklığı
Kesme sırasında plastik deformasyon ve takımla sürtünme büyüktür, çok fazla kesme ısısına neden olur;
Ek olarak, paslanmaz çeliğin ısıl iletkenliği No'nunkinin yaklaşık 1/2~1/4'ü kadardır.. 45 çelik.
Büyük miktarda kesme ısısı, kesme alanı ile takım-paslanmaz çelik talaş teması arasındaki arayüzde yoğunlaşır, ve ısı dağılımı durumu zayıf. Aynı koşullar altında, 1Cr18Ni9Ti'nin kesme sıcaklığı No'dan yaklaşık 200°C daha yüksektir. 45 çelik.
Paslanmaz çelik talaşların kırılması kolay değildir
Paslanmaz çeliğin plastisitesi ve dayanıklılığı mükemmeldir, ve talaşlar tornalama sırasında süreklidir, bu sadece operasyonun düzgün çalışmasını etkilemez, fakat aynı zamanda işlenmiş yüzeyi çizer. Yüksek sıcaklık ve yüksek basınç altında, paslanmaz çeliğin diğer metallerle güçlü bir ilgisi vardır, ve yapışmaya neden olmak ve yerleşik tümörler oluşturmak kolaydır, bu sadece takım aşınmasını ağırlaştırmakla kalmaz, fakat aynı zamanda işlenmiş yüzeyi yırtar ve bozar. Daha düşük karbon içeriğine sahip martensitik paslanmaz çeliğin bu özelliği daha belirgindir..
Tornalama takımları aşınmaya eğilimlidir
Paslanmaz çeliğin kesilmesi sürecinde afinite kuvveti:
Takım ile talaşlar arasında bağlanma ve yayılmaya neden olur, böylece alet bağlanma aşınması ve difüzyon aşınması üretecektir, aletin eğimli yüzeyinde hilal şeklinde kraterlerin oluşmasına neden olur, ve kesici kenar aynı zamanda küçük soyulmalar ve çentikler oluşturacaktır;
Ek olarak, paslanmaz çelikteki karbürler (TiC gibi) yüksek sertliğe sahip olmak. Kesme sırasında aletle doğrudan temas ve sürtünme, aletin aşınması, ve iş sertleşmesi takım aşınmasını artıracaktır.
Paslanmaz çeliğin büyük bir doğrusal genleşme katsayısı vardır
Paslanmaz çeliğin doğrusal genleşme katsayısı yaklaşık olarak 1.5 karbon çeliğinin katı. Kesme sıcaklığının etkisi altında, iş parçası termal deformasyona eğilimlidir, ve boyutsal doğruluğun kontrol edilmesi zordur
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe