 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Raybalama, yarı terbiye esasına göre delikler için bir bitirme yöntemidir (raybalama veya yarı ince işleme delik işleme). Raybalama deliğinin boyut toleransı IT9~IT6'ya ulaşabilir, ve yüzey pürüzlülüğü değeri Ra3.2 ~ 0.2μm'ye ulaşabilir.
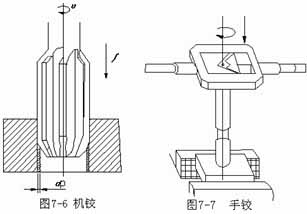
Raybalamanın iki yolu vardır: mekanik raybalama ve elle raybalama. Takım tezgahında raybalamaya mekanik raybalama denir, Şekilde gösterildiği gibi 7-6; Manuel raybalamaya manuel raybalama denir, Şekilde gösterildiği gibi 7-7.
Raybalamada işleme hatası
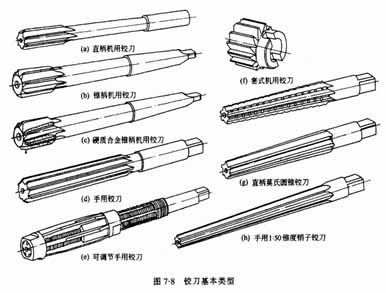
Rayba sınıflandırması
Makine raybası sapa bölünebilir (1~20mm çap düz şaftlıdır, çap 10~32mm konik saptır, Şekil 7-8a'da gösterildiği gibi, B, C) ve kol tipi (çap 25~80mm, Şekil 7-8f'de gösterildiği gibi). El raybaları entegre tipe ayrılabilir (Şekil 7-8d'de gösterildiği gibi) ve ayarlanabilir tip (Şekil 7-8e'de gösterildiği gibi). Raybalama yalnızca silindirik delikleri işlemek için kullanılamaz, ama aynı zamanda konik raybayla konik delikleri işlemek için (Şekil 7-8g'de gösterildiği gibi, H).
Raybalama yöntemlerinin sınıflandırılması
1. Raybalama yöntemi
Parçanın raybalanmış deliği için ödenek çok küçüktür. Kenar boşluğu çok büyükse, kesme sıcaklığı yüksek olacak, bu da raybanın çapının genişlemesine ve delik çapının genişlemesine neden olur, bu da talaş miktarını artıracak ve deliğin yüzeyini çizecektir; Raybalama payı çok küçükse, orijinal deliğin takım izleri kalacak ve yüzey pürüzlülüğü etkilenecektir. Genel olarak, kaba raybalama payı 0,15~0,25 mm'dir, ve ince raybalama payı 0,05~0,15 mm'dir. Raybalama düşük kesme hızı kullanmalıdır, kenarlarda yığılma oluşmaması ve titreşime neden olmaması için. Genel olarak, kaba raybalama = 4~10m/dak, ince raybalama = 1,5~5m/dak. Makine raybalamanın ilerleme hızı, delmeninkinden 3 ~ 4 kat daha yüksek olabilir, genellikle 0,5~1,5 mm/dev. Isıyı dağıtmak ve talaşları gidermek için, sürtünmeyi azaltmak, Titreşimi bastırın ve yüzey pürüzlülüğünü azaltın, Delikleri raybalarken uygun bir kesme sıvısı kullanılmalıdır. Emülsiyon genellikle çelik parçaların raybalanması için kullanılır, ve gazyağı demir dökümlerin raybalanması için kullanılabilir.
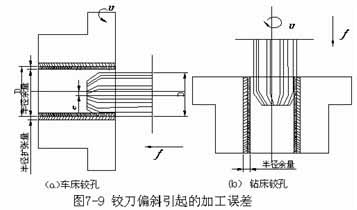
Şekil 7-9a'da gösterildiği gibi, torna tezgahında raybalama yaparken, punta manşonuna takılan raybanın ekseni iş parçasının dönme ekseninden kaydırılmışsa, diyaframın genişlemesine neden olur. Şekil 7-9b'de gösterildiği gibi, matkap presinde bir delik açarken, raybanın ekseni orijinal deliğin ekseninden kaydırılmışsa, aynı zamanda delik şekli hatalarına da neden olur.
Makine raybası ve takım tezgahı, delik çapının genişlemesini veya raybalama sırasında deliğin şekil hatasını önlemek için genellikle yüzer bağlantıdır.. Rayba ile takım tezgahı mili arasındaki yüzer bağlantı için kullanılan yüzer ayna Şekilde gösterilmektedir. 7-10. Konik sap 1 Yüzer mandrenin takım tezgahının konik deliğine monte edilmesi, raybanın konik sapı konik manşona takılıdır 2, durdurma pimi 3 eksenel kuvveti taşımak için kullanılır, ve pin 4 tork iletebilir. Çünkü konik manşonun kuyruğu arasında büyük bir boşluk var 2 ve büyük delik, ve pin 4 ve küçük delik, rayba yüzer durumda.