 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Tek kenarlı delik işleme takımı aşağıdaki özelliklere sahiptir:
(1) Sıkıcının uyarlanabilirliği güçlüdür. Sondaj esasına göre sondaj yapılabilir, döküm ve dövme delikleri. Ulaşılabilir çok çeşitli boyutsal tolerans seviyeleri ve yüzey pürüzlülüğü değerleri;
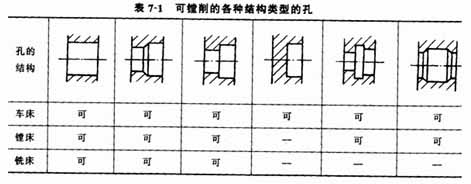
Küçük ve derin delikler hariç, Çeşitli çap ve yapıdaki hemen hemen tüm delikler açılabilir, Tabloda gösterildiği gibi 7-1.
(2) Sondaj, orijinal deliğin konum hatasını etkili bir şekilde düzeltebilir. Fakat, çünkü delik işleme barasının çapı delik çapıyla sınırlıdır, sertliği genellikle zayıftır, ve bükülmesi ve titreşmesi kolaydır. Öyleyse, sıkıcı kalitenin kontrolü (özellikle uzun delikler için) raybalama kadar uygun değil.
(3) Sondaj verimliliği düşüktür. Çünkü delik işleme, takım çubuğunun bükülme deformasyonunu azaltmak için daha küçük kesme derinliği ve ilerleme ile birden fazla paso gerektirir. Ek olarak, delik işleme makinelerinde ve freze makinelerinde delik işleme, delik işleme takımının takım çubuğundaki radyal konumunun ayarlanmasını gerektirir, bu nedenle operasyon karmaşık ve zaman alıcıdır.
(4) Delik işleme, tek parça ve küçük partili üretimde çeşitli parçaların delik işlenmesinde yaygın olarak kullanılmaktadır.. Seri üretimde, Braketin ve kutu gövdesinin yatak deliklerinin delinmesi, bir delik açma kalıbı gerektirir.
Sıkıcı özellikler