 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Plastik ürünlerin veya parçaların işlenmesi iki kategoriye ayrılabilir: tek kenarlı takım işleme ve çok bıçaklı takım işleme. Tek kenarlı takım işleme, tornalamayı içerir, planlama, ve dişsiz testere işleme. Çok kenarlı takım işleme, kesmeyi de içerir, frezeleme, delme, dokunarak, ve diş testeresi işleme.
(1) Plastik talaşların oluşum süreci
Plastik talaşların şekillendirme işlemi kesici takımlarla ekstrüde edilir, Şekilde gösterildiği gibi 1.
(2) Kesme kuvvetini etkileyen faktörler
Kesme kuvveti deformasyon ve sürtünmeden kaynaklanır, yani kesme işleminde deformasyon ve sürtünmeyi etkileyen tüm faktörler kesme kuvvetini de etkileyecektir.
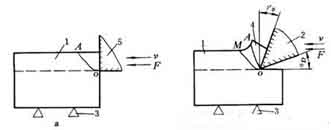
İşlenmiş plastik parçalardan kaynaklanan talaşlar
Figür 1. Plastik talaşların oluşumu
İşlenmiş plastik parçaların kesme derinliği parametreleri
1— İş parçası; 2- Alet; 3- Fikstür; 4- Cips; 5― Girinti
1. Plastik Çeşitleri
İş parçası malzemesinin mukavemeti ve sertliği ne kadar yüksek olursa, deformasyon direnci ne kadar büyük olursa kesme kuvveti de o kadar büyük olur. Malzemenin mukavemeti ve sertliği benzerse, Daha fazla plastisiteye sahip olan, talaşlar ve talaş yüzeyi arasındaki sürtünmenin daha fazla olması nedeniyle daha büyük kesme kuvvetine sahip olacaktır.. Deneyler, plastiklerin CNC tornalanması ve frezelenmesinde kesme kuvvetinin genellikle 1/6 ile 1/7 çeliği kesmenin kesme kuvvetinin.
2. Kesme miktarının etkisi
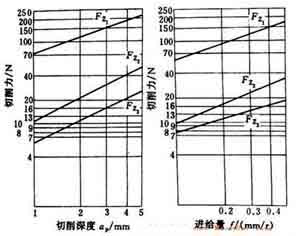
Geri kesme miktarının αP ve ilerleme miktarının f artması kesme kuvvetini artıracaktır, ancak ikisinin etki derecesi farklıdır. Bu ikisinin ana kesme kuvveti Fz üzerindeki etkisi Şekilde gösterilmektedir. 2.
İşlenmiş plastik parçaların kesme hızı
Figür 2. Kesme derinliği αP ve ilerleme hızı f'nin ana kesme kuvveti Fz üzerindeki etkisi
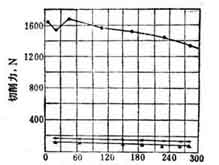
Kesme hızı v'nin ana kesme kuvveti Fz üzerindeki etkisi Şekilde gösterilmektedir. 3. Arkadan kesme miktarı αP=1,5mm, ve besleme miktarı f=0,2 mm/dev. Şekilde kesme hızının v kesme kuvveti üzerinde çok az etkisinin olduğu görülmektedir..
Figür 3, kesme hızı v'nin ana kesme kuvveti Fz üzerindeki etkisi
İşlenmiş plastik parçaların kesme kuvveti
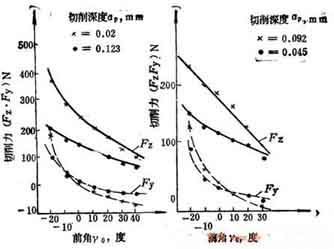
Figür 4, talaş açısı γ0'ın kesme kuvveti üzerindeki etkisi