 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Bu makale esas olarak karmaşık kutu kapak parçalarının sayısal kontrol otomatik işlenmesi ve simülasyon işlenmesi yoluyla. UG CAM işleme modülü, otomatik sayısal kontrol programlaması için kullanılır, işleme parametrelerini optimize eden, işlem rotası gibi, takım yolu, ve kesme modu. Ve takımın aşırı kesimini kontrol etmek için sanal işleme süreci simülasyonu aracılığıyla, takım ile iş parçası arasındaki çarpışma ve engelleme. Frezelemeyi etkileyebilecek faktörleri göz önünde bulundurun, işleme teknolojisini ve işlemesini tasarlayın, ve gereksinimleri tamamlayın. Mekanik işleme alanında, parçaların işlenmesini tamamlamak için yukarıdaki içeriğe aşina olmanız gerekir, işin daha iyi ve daha hızlı tamamlanabilmesi için.
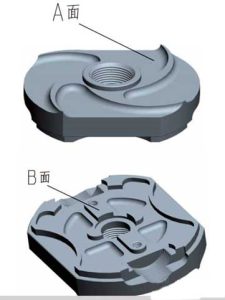
Karmaşık döküm kutusu kapağı
1. Parça analizi, boş seçim ve UG modelleme
1.1 Parça analizi
CNC frezeleme işleminde, Parça çiziminin süreç analizinin ana içeriği, parça yapısının süreç analizini içerir, CNC frezelemenin işleme içeriğinin seçimi, boş parçanın süreç analizi ve işleme planının analizi.
Öncelikle, kullanımını dikkatli bir şekilde analiz etmeli ve çalışmalıyız, ürünün performansı ve çalışma koşulları, ve pozisyonu anlayın, Üründeki parçaların montaj ilişkisi ve işlevi. Çeşitli beceri gereksinimlerinin montaj kalitesi ve performansı üzerindeki etkisini öğrenin, ana ve temel teknik gereksinimleri öğrenin, ve ardından parça çizimlerini analiz edin.
Parça görünümü ifadesi tam ve açıktır, boyutların ve ilgili teknik gerekliliklerin tam ve net olduğu.
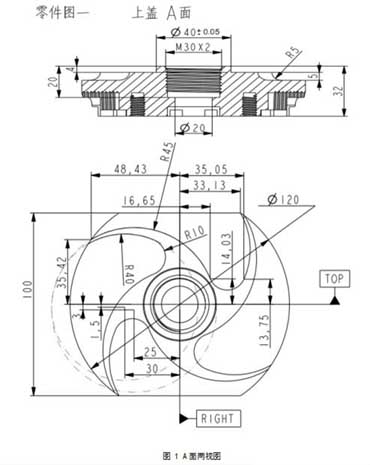
Döküm alüminyum mahfaza boşluğu kapağının plan görünümü
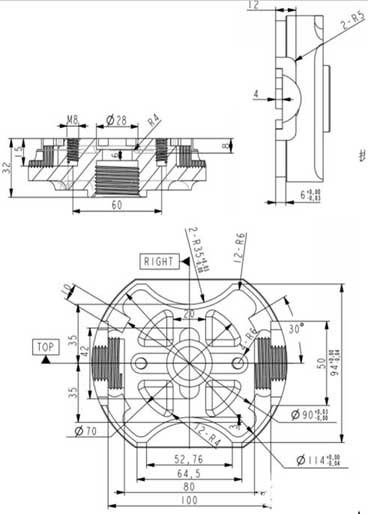
Alüminyum muhafaza boşluğunun üstten görünümü
1.2 Metal kabuğun boşluğunun ve kenar boşluğunun analizi
1.2.1 Boş şekil ve boyut seçimi
İşlenmemiş parçanın şeklini ve boyutunu seçmek için genel gereksinimler şunlardır:: azaltmak “şişman kafalar ve büyük kulaklar”, ve daha az veya hiç frezeleme işlemi gerçekleştirmeyin. Öyleyse, CNC işleme işçiliğini azaltmak için boşluğun şekli bitmiş ürünün şekline yakın olmalıdır.. Ancak aşağıdaki dört durum da vardır.
(1) Dövme kullanırken, boşlukları dökerken, dövme kalıbındaki düşük basınç miktarı izin verilen yanlış modül miktarına eşit değil. Döküm sırasında, kum kalıp hataları nedeniyle, büzülme, ve erimiş metalin zayıf akışkanlığı, boşluk doldurulamaz, eşit olmayan marjlarla sonuçlanan. Ek olarak, döküm ve dövme işleminden sonra, işlenmemiş parçanın bükülme deformasyonundaki fark aynı zamanda yetersiz işleme toleransına ve dengesizliğe neden olacaktır. Öyleyse, sac malzemelere ek olarak, dövme olup olmadığı, dökümler veya profiller, CNC işlemeyi kullanmaya hazır oldukları sürece, işleme yüzeyleri yeterli bir marja sahip olmalıdır.
(2) Küçük veya ince parçalar için, Sıkıştırmayı kolaylaştırmak ve aynayı azaltmak için, birden fazla iş parçası birbirine bağlanabilir ve tek bir ham parçadan yapılabilir.
(3) Montajdan sonra aynı çalışma yüzeyini oluşturan iki ilgili parça. İşleme kalitesini sağlamak ve işlemeyi kolaylaştırmak için, iki parça genellikle tamamen boş bir şekilde birleştirilir, ve belirli bir aşamaya kadar işlendikten sonra kesilir.
(4) Kelepçelenmesi sakıncalı olan boşluklar için, boşluklara ilave sıkıştırma marjları eklemeyi düşünün, veya proses patronları ve proses pabuçları gibi yardımcı referanslar.