 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
5-taban parçalarının eksen işlemesi
Yüksek performanslı 5 eksenli CNC frezeleme işleme merkezi, CNC sistemi uzay koordinat sistemi dönüşüne ve eğimli takım telafi fonksiyonuna sahiptir, eğimli yüzey işleme ve yüksek işleme doğruluğu gerektiren bazı parçaların işlenmesine olanak sağlar. Eğik bir düzlemde işleme yaparken, koordinat sistemi uzayda değiştiği için bir işleme programını derlemek zordur. Programlama için geleneksel programlama düşünme modunu aşmanız gerekiyor, ve programın özel işlenmesi. Bu makalede bu sorun model ürünlerin fiili işlenmesiyle bağlantılı olarak tartışılmaktadır..
Bu tür parçalara ürünlerin üretim sürecinde sıklıkla karşılaşılmaktadır., ve yumruklanmaları gerekiyor, sıkılmış, ve eğimli yüzeyde frezelenir. Veya aynı kenetlemede farklı yönlerde ve farklı eğimlerde birden fazla eğimli yüzeyde işlenmesi gerekir, ve her eğimli yüzeyin daha yüksek bir geometrik tolerans gereksinimi vardır. Bu tür parçaları işlemenin geleneksel yöntemi yatağın başını çekmektir., çalışma yüzeyini döndürün veya modüler bir fikstür kullanın. İşleme yönü veya işlem konumu farklıysa, ikinci bir sıkıştırma ve yeniden hizalama gereklidir, ve işlem süreci son derece hantaldır. Sıkıştırma konumlandırmasının ve takım tezgahının kendisinin sınırlaması nedeniyle, parçaların işleme doğruluğu garanti edilemez. Örneğin, T×× tablo gövdesi işlemede, eğimli yüzeyde çok sayıda delik var, ve özel şekilli yüzeyin kelepçelenmesi kolay değildir, konumlandırma referansı iyi değil, ve çoklu kelepçelemenin neden olduğu hata birikimi, bazen delik marjı hatası 1 mm'yi aşıyor.
Bu tür parçaların işleme problemini çözmek için, süreç yöntemlerinin sürekli araştırılması ve sürekli iyileştirilmesi yoluyla, fabrikanın mevcut takım tezgahlarıyla birleştirildi, Bu sorunu çözmek için beş eksenli bir CNC frezeleme işleme merkezi seçildi. Seçilen takım tezgahı 5 eksen bağlantılıdır. Ek olarak 3 doğrusal eksenler, ayrıca iki döner ekseni vardır (C ekseni: -360°~360°) ve sallanan kafa (B ekseni: 0°~110°). Kullanılan kontrol sistemi FANUC160i'dir, uzay koordinat sistemi döndürme ve eğimli takım telafisi işlevlerine sahip olan.
Bevel işlemeyi gerçekleştirme perspektifinden, farklı yönlerde ve farklı açılarda birden fazla eğim açılabilir, sıkıcı, dokunuldu, frezeleme ve diğer işlemler tek sıkma işleminden sonra tamamlanabilir. Sıkma sürelerinin sayısını azaltın, emek yoğunluğunu azaltmak, ürünün üretim döngüsünü kısaltmak, ve daha da önemlisi, Parçaların işleme doğruluğunu iyileştirin ve ürün kalitesinin tutarlılığını sağlayın.
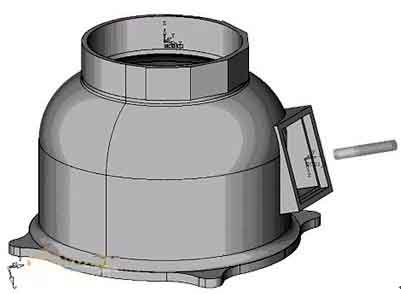
Örnek olarak belirli bir taban parçasının işlenmesini ele alalım. Parçalar aşağıda gösterilmiştir: Bu tabanı işlemek için, takım tezgahının XZ ve YZ düzlemlerinde 2 eksenli bağlantı enterpolasyonunu ve iş mili kafası dönüş hareketini tamamlaması gerektiği görülebilir. Çünkü aracı işlenmiş yüzeye dik hale getirmek için, İş mili bir kafa salınım hareketini tamamlamalıdır. Dönen bir kafaya sahip olmak, sarkaç uzunluğu gibi bir dizi çok eksenli işleme sorunu içerir. Öyleyse, Tamamlamak için çok eksenli programlama araçlarını kullanmak gerekir.. Programlama ve takım tezgahı hata ayıklama zor, bu da programcılara ve makine operatörlerine daha yüksek talepler getiriyor. Pratik uygulamalarda, Takım takımının güvenliğini sağlamak gibi faktörleri dikkate alarak, Resmi işleme yapılmadan önce programın doğru olmasını sağlamak için işleme işlemini simüle etmek ve birden fazla hava kesintisi yapmak gerekir.. Ek olarak, Çok eksenli program algoritması oldukça karmaşıktır, ve sarkaç uzunluğu gibi faktörlerin etkisi dikkate alınmalıdır.. Belirli bir takım tezgahı için belirli bir son işlem olmalıdır, ancak son işlemler genellikle algoritmalar ve kontrol konumlarındaki farklılıktan kaynaklanır, hesaplama kararlılığının etkisinin yanı sıra. Yazılım son işlemesi yoluyla elde edilen programın, kontrol doğruluğu açısından parça çizimlerinin doğruluğunun gereksinimlerini karşılaması genellikle zordur..
Analiz, programlama zorluğundaki artışın doğrudan nedeninin eğik düzlemin ortaya çıkması olduğunu gösteriyor. Öyleyse, işleme düzlemi eğimli düzlemle çakışacak şekilde yapılabiliyorsa, o zaman bu tür bir problem iki eksenli yarı işlemli programlama problemine dönüştürülecektir, ve programlama zorluğu büyük ölçüde azalacak. Öyleyse, Takım takımının koordinat sistemi dönüştürme işlevini kullanmak düşünülebilir (G68 komutu) İşleme düzleminin eğimli düzlemle çakışmasını sağlamak. İkinci araç uzunluğu telafi komutu (G432) Araç uzunluğunu eğimli düzlemin dikey yönüne eklemek için kullanılır. Yukarıdaki işlemden sonra, Arka işleme sorunu, çözmek için düzlem işlemeye dönüştürülür, Böylece programlama zorluğu büyük ölçüde azaldı. Birden fazla eğimli düzlemi aynı anda işlemeniz gerekiyorsa, Sadece C ekseni C0'a döndürmeniz gerekir (Çalışma masasının sıfır konumu, Sıfır konumun yönü, milin salınım yönü ile aynıdır), ve sonra koordinat sistemini döndürerek ve araç uzunluğunu artırarak işlemeyi gerçekleştirin. İşleme şekli nispeten basitse, programlama manuel olarak yapılabilir. Bu, birden fazla eğimli yüzeyin işlenmesini gerçekleştirmeyi mümkün kılar, çoklu pozisyonlar, ve CNC takım tezgahının tek bir sıkma işleminde birden fazla takım değişimi.
Programın yapısı aşağıdaki gibidir:
%
N0100O0008 (program adı)
N0102M6T1; (takım değişikliği)
N0104G0G90G56X400Y200Z260B0C0; (Referans noktasına git)
N0106G432X200Z150H1Bω; (bıçak uzunluğunu eğik düzleme dik yönde ekleyin)
N0108M3S3000; (İş milinin ileri dönüşü)
N0110M8; (açık kesme sıvısı)
N0112G68X188Y0Z60I0J1K0Rω; (Koordinat sistemi dönüşümü, ω ana milin sıfırdan eğik düzleme dik olana kadar dönme açısıdır)
……
N0200G69; (koordinat sistemi rotasyonunu iptal et)
N0202G492X200Z300; (Eğim aracı telafisi iptal edildi, güvenli bir konuma geçin)
N0204M9; (sıvının kesilmesi)
N0206Ca; (C ekseni dönüşü, α, işlenecek n'inci eğimli düzlemin dikey çizgisi ile C0 konumu arasındaki minimum açıdır)
N0208G0G90G56X400Y200Z260B0C0; (Referans noktasına git)
N0210G432X200Z150H1Bωn; (bıçak uzunluğunu eğik düzleme dik yönde ekleyin)
N0212G68X188Y0Z60I0J1K0Rωn; (Koordinat sistemi dönüşümü, ωn, ana şaft sıfırdan eğime dik konuma döndüğünde dönme açısıdır)
…
N0200G69; (koordinat sistemi rotasyonunu iptal et)
N0202G492X200Z300; (Eğim aracı telafisi iptal edildi, güvenli bir konuma geçin)
N0204M9; (sıvının kesilmesi)
N0204M30; (program biter, program başlığına dön)
Yukarıdaki tartışmada bevel işleme başarılmış olmasına rağmen, sondajla sınırlıdır, sıkıcı, dokunarak, ve eğim üzerinde frezeleme. Düz çizgilerden ve yaylardan oluşan basit şekiller manuel programlamayla sınırlıdır. Frezeleme şekli daha karmaşıksa. Frezeleme denklem eğrileri gibi, üç boyutlu kavisli yüzeyler, ve eğik düzlemde harfler, nasıl programlanır?
Bu benzer şekiller düz bir yüzey üzerinde işlendiğinde bile, manuel programlama mümkün değildir, ve yalnızca CAM yazılımı ile tamamlanabilir. Takım tezgahlarının ve CAM yazılımının dikkatli bir şekilde incelenmesi sayesinde, Manuel programlamayla birleştirilmiş bir dizi yazılım programlamanın, bu tür parçaların işlenmesini ve programlanmasını tamamlamanın etkili bir yolu olduğu bulundu.
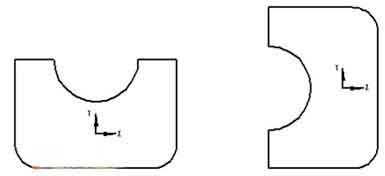
Analiz, sıradan üç eksenli frezeleme programlamasında şunu gösteriyor:, takım ekseninin yönü her zaman XOY düzlemine diktir. Ancak iş mili orijinal dikey yönden saptığında ve takım düzlemi eğimli olduğunda, XOY düzleminde oluşturulan program eğik düzlemde nasıl doğru şekilde çalışabilir?? Analiz, koordinat sisteminin döndürülmesine rağmen, şeklin göreceli konumu ise (A) orijinal koordinat sisteminde ve eğik düzlemde işlenecek şeklin (B) ve yeni koordinat sistemindeki göreceli konum XOY düzleminde tutarlı tutulur . Daha sonra XOY düzleminde oluşturulan program doğrudan açılı işlemeye uygulanabilir..
Takım tezgahının döner kafa hareketinin grafik konumu üzerindeki etkisine göre, analiz şunu gösteriyor ki XOY düzleminde çizim yaparken, grafikler, programlama orijini dönüş merkezi olacak şekilde saat yönünün tersine 90° döndürülmelidir (dönme açısı takım tezgahının özel koşullarına göre belirlenmelidir). Böylece, CAM yazılımındaki grafik konumu gerçek işleme konumuyla tutarlı tutulur. Program başlığını ve program sonunu ekleyerek ve değiştirerek, yani, Koordinat sistemi dönüşümü ve eğimli takım telafisi ekleme, Yazılım programlama ve manuel programlama birleştirilmiştir. Bu, öğütme denklemi eğrileri gibi keyfi karmaşık şekillerin işlenmesini fark eder, üç boyutlu kavisli yüzeyler, ve eğimli yüzeydeki yazı.
5-eğimli düzlemde eksen freze denklemi eğrisi, üç boyutlu yüzey
Gerçek işleme doğrulaması yoluyla, Yöntemin, makine fonksiyonunun ve inme aralığında izin verilen aralığında olduğu doğrulanmıştır., ve bu yöntemin programlanması, herhangi bir eğimli düzlemde herhangi bir karmaşık şeklin işleme programlamasını gerçekleştirebilir..
Aşağıdaki şekilde, 52 ° eğimli bir düzlemde üç boyutlu kavisli bir yüzey işleme örneği göstermektedir.:

Üç boyutlu kavisli yüzeyin işlenmesi