 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
5-அச்சு அரைக்கும் கருவி பாதை வடிவமைப்பிற்கு முன், CAD 3D மாதிரியின் கணினி துல்லியம் முடிந்தவரை அதிகமாக அமைக்கப்பட வேண்டும். குறிப்பாக வெவ்வேறு CAD அமைப்புகளுக்கு இடையே மாதிரி மாற்றும் போது, CATIA (*.மாதிரி) வடிவம் மற்றும் பாராசோலிட் (*.x_t) தரவு மாற்றத்திற்கான வடிவம் விரும்பப்படுகிறது. இரண்டாவதாக, தரவு மாற்றத்திற்கு IGES வடிவமைப்பைப் பயன்படுத்தவும். IGES வடிவமைப்பைப் பயன்படுத்தும் போது, கணினி துல்லியம் பொதுவாக 0.01mmக்கு குறைவாக இருக்கக்கூடாது. குறிப்பாக துல்லியமான பாகங்களை ஐந்து அச்சு அதிவேக வெட்டும் போது, மாதிரியின் துல்லியம் மற்றும் கருவி இடைக்கணிப்பின் துல்லியம் ஆகியவை கருவி பாதையின் வெளியீட்டில் முக்கிய தாக்கத்தை ஏற்படுத்துகின்றன..
இடஞ்சார்ந்த வளைந்த மேற்பரப்பின் எண் கட்டுப்பாட்டு செயலாக்கம் நிறைய உள்ளடக்கத்தை உள்ளடக்கியது, குறிப்பாக 5-அச்சு செயலாக்கத்திற்கு வரும்போது. ஐந்து-அச்சு எந்திரம் எந்திர வழிகாட்டி மேற்பரப்பு போன்ற முக்கிய தொழில்நுட்பங்களை உள்ளடக்கியது, குறுக்கீடு மேற்பரப்பு, பாதை கட்டுப்பாடு பகுதி, கருவி முன்கூட்டியே மற்றும் பின்வாங்கல், மற்றும் கருவி அச்சு திசையன் கட்டுப்பாடு. நான்கு-அச்சு மற்றும் ஐந்து-அச்சு எந்திரத்தின் அடிப்படையானது கருவி அச்சின் திசையன் மாற்றத்தைப் புரிந்துகொள்வதாகும்.. 4-அச்சு மற்றும் 5-அச்சு எந்திரத்திற்கான முக்கிய தொழில்நுட்பங்களில் ஒன்று கருவி அச்சின் திசையன் எப்படி (கருவி அச்சின் அச்சு திசையன்) விண்வெளியில் மாற்றங்கள். கருவி அச்சின் திசையன் மாற்றம் ஸ்விங் டேபிள் அல்லது ஸ்பிண்டில் ஸ்விங் மூலம் உணரப்படுகிறது. திசையன் மாறாத நிலையான அச்சு அரைப்பதற்கு, தயாரிப்பு 3-அச்சு அரைத்தல் மூலம் செயலாக்க முடியும். 5-அச்சு எந்திரத்தின் திறவுகோல், விண்வெளியில் கருவி அச்சு திசையன் மாற்றத்தை கட்டுப்படுத்துவது அல்லது கருவி அச்சு திசையன் மற்றும் இயந்திரத்தின் அசல் ஒருங்கிணைப்பு அமைப்பு விண்வெளியில் ஒரு குறிப்பிட்ட கோணத்தை உருவாக்குவது., மற்றும் வெட்டுவதற்கு அரைக்கும் கட்டரின் பக்க அல்லது கீழ் விளிம்பைப் பயன்படுத்தவும். கருவி அச்சின் திசையன் மாற்றக் கட்டுப்பாடு பொதுவாக படத்தில் காட்டப்பட்டுள்ளபடி பல முறைகளைக் கொண்டுள்ளது 3:

5-அச்சு கருவி பாதை வடிவமைப்பின் முக்கிய புள்ளிகள்
① வரி: கருவி அச்சின் திசையன் திசையானது விண்வெளியில் ஒரு நேர்கோட்டால் உருவாக்கப்பட்ட நிலையான கோணத்திற்கு இணையாக உள்ளது.;
② வடிவ மேற்பரப்பு: மேற்பரப்பு இயல்பானது, கருவி அச்சின் திசையன் எப்போதும் மேற்பரப்பின் இயல்பான திசையை சுட்டிக்காட்டுகிறது;
③ புள்ளியில் இருந்து: புள்ளி கட்டுப்பாட்டு கருவி அச்சின் திசையன் விண்வெளியில் ஒரு குறிப்பிட்ட புள்ளியிலிருந்து வெகு தொலைவில் உள்ளது; சுட்டிக்காட்ட: கருவி அச்சின் திசையன் விண்வெளியில் ஒரு புள்ளியை சுட்டிக்காட்டுகிறது;
④ ஸ்வார்ஃப் டிரைவர்: கருவி அச்சின் திசையன் விண்வெளி மேற்பரப்பின் ஆளப்பட்ட திசையில் மாறுகிறது (மேற்பரப்பு ஆளப்படுகிறது);
⑤ கருவி அச்சின் திசையன் தொடர்ச்சியான இடைக்கணிப்பு கட்டுப்பாடு. மேலே குறிப்பிடப்பட்ட கருவி அச்சின் திசையன் கட்டுப்பாட்டு முறையின் பார்வையில் இருந்து, 5-அச்சு CNC துருவலின் வெட்டு முறை உண்மையான தயாரிப்பு செயலாக்கத்தின்படி நியாயமான கருவி பாதை வடிவமைப்பு திட்டமிடலை மேற்கொள்ள முடியும்..
3-அச்சு இணைப்பு மற்றும் 5-அச்சு இணைப்பு செயலாக்க தயாரிப்பு செயலாக்கத்தின் ஒப்பீடு
UGII / விளிம்பு அரைத்தல் மூன்று-அச்சு அதிவேக விளிம்பு அரைக்கும் போது, கருவி பாதைகளுக்கு இடையே வில் மாற்றம். அதிவேக அரைக்கும் ஆதரவு: கணினியால் வழங்கப்படும் விளிம்பு அடுக்கு இயந்திரம் அதிவேக அரைக்கும் சந்தர்ப்பங்களில் பயன்படுத்தப்படுகிறது. மூலைகள் தவிர்க்க வட்டமான மூலைகளின் வடிவத்தில் மாற்றப்படுகின்றன 90 பட்டம் கூர்மையான சுழற்சி (அதிவேக சந்தர்ப்பங்கள் வழிகாட்டி இரயில் மற்றும் மோட்டாரை சேதப்படுத்துவது எளிது). அதே நேரத்தில், சுழல் உணவு மற்றும் பின்வாங்கல் ஏற்றுக்கொள்ளப்பட்டது, அதிவேக எந்திரக் கருவி பாதையின் தலைமுறை உத்தியை ஆதரிப்பதற்கு சரவுண்ட் போன்ற பல முறைகளையும் கணினி வழங்குகிறது.. UGII / மாறி அச்சு அரைத்தல் மாறி அச்சு அரைக்கும் தொகுதி நிலையான அச்சு மற்றும் பல-அச்சு அரைக்கும் செயல்பாடுகளை ஆதரிக்கிறது. UGII மாடலிங் தொகுதியில் உருவாக்கப்படும் எந்த வடிவவியலும் செயலாக்கப்பட்டு, முக்கிய மாதிரியின் தொடர்பைப் பராமரிக்க முடியும்.. இந்த தொகுதி 3~5 அச்சு அரைக்கும் செயல்பாடுகளை வழங்குகிறது, அவை பல வருட பொறியியல் பயன்பாட்டால் சரிபார்க்கப்பட்டன., மற்றும் கருவி அச்சு கட்டுப்பாட்டை வழங்குகிறது, கருவி ஊட்ட முறை தேர்வு மற்றும் கருவி பாதை உருவாக்க செயல்பாடுகள். கருவி அச்சின் திசையன் கட்டுப்பாட்டு முறை மற்றும் செயலாக்க உத்தி.
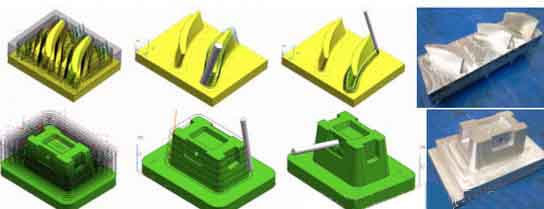
யுஜிஐஐ / கருவி பாதை உருவாக்கும் செயல்முறையின் ஒவ்வொரு படியின் கட்டுப்பாட்டையும் வரிசைமுறை அரைக்கும் தொகுதி உணர முடியும், 2~5 அச்சு அரைக்கும் நிரலாக்கத்தை ஆதரிக்கவும், மற்றும் முற்றிலும் UGII மாஸ்டர் மாடலுடன் தொடர்புடையது. தானியங்கி முறையில், இது APT நேரடி நிரலாக்கத்தைப் போன்ற முழுமையான கட்டுப்பாட்டைப் பெறுகிறது, பயனர்கள் ஊடாடும் வகையில் கருவி பாதைகளை பிரிவு வாரியாக உருவாக்க அனுமதிக்கிறது, மற்றும் செயல்பாட்டின் ஒவ்வொரு படியிலும் கட்டுப்பாட்டை பராமரிக்கவும். வழங்கப்பட்ட சுழற்சி செயல்பாடு பயனர்களை ஒரு குறிப்பிட்ட மேற்பரப்பில் உள்ள உள் மற்றும் வெளிப்புற கருவி பாதைகளை மட்டுமே வரையறுக்க அனுமதிக்கிறது., மற்றும் தொகுதி தானாகவே இடைநிலை படிகளை உருவாக்குகிறது. இந்த தொகுதி UGII CNC இயந்திர தொகுதியில் தானியங்கி ரூட் சுத்தம் போன்ற செயல்பாடுகளை கொண்ட ஒரு தனிப்பட்ட UGII தொகுதி ஆகும்., மற்றும் கடினமான CNC நிரலாக்கத்திற்கு ஏற்றது. படத்தில் காட்டப்பட்டுள்ளபடி 4, 3-அச்சு இணைப்பு மற்றும் 5-அச்சு இணைப்பு எந்திரத்தின் கருவிப் பாதைகள் மற்றும் உண்மையான தயாரிப்பு செயலாக்கம் ஆகியவை முறையே காட்டப்பட்டுள்ளன.