 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
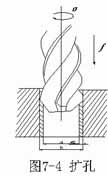
ரீமிங் என்பது துளை விட்டத்தை பெரிதாக்கவும், துல்லியத்தை மேம்படுத்தவும் மற்றும் மேற்பரப்பு கடினத்தன்மை மதிப்பைக் குறைக்கவும் துளையிடப்பட்ட துளையை மேலும் செயலாக்க ரீமிங் ட்ரில்லைப் பயன்படுத்துவதாகும்.. ரீமிங்கிற்கு அடையக்கூடிய பரிமாண சகிப்புத்தன்மை தரங்கள் IT11~IT10 ஆகும். மேற்பரப்பு கடினத்தன்மை மதிப்பு Ra12.5~6.3μm ஆகும். இது துளைகளின் அரை இறுதி எந்திர முறைக்கு சொந்தமானது, இது பெரும்பாலும் ரீமிங் செய்வதற்கு முன் முன் செயலாக்கமாகப் பயன்படுத்தப்படுகிறது, மற்றும் குறைந்த துல்லியத்துடன் துளைகளின் இறுதி செயலாக்கமாகவும் பயன்படுத்தலாம்.
ரீமிங் முறை படத்தில் காட்டப்பட்டுள்ளது 7-4, மற்றும் ரீமிங் கொடுப்பனவு (DD) அட்டவணையில் ஆலோசனை செய்யலாம். ரீமரின் வடிவம் விட்டத்தைப் பொறுத்து மாறுபடும். Φ10~Φ32 இன் விட்டம் ஒரு டேப்பர் ஷாங்க் ரீமர் ஆகும், படம் 7-5a இல் காட்டப்பட்டுள்ளது. Φ25~Φ80 இன் விட்டம் ஒரு ஸ்லீவ் வகை ரீமிங் டிரில் ஆகும், படம் 7-5b இல் காட்டப்பட்டுள்ளது.
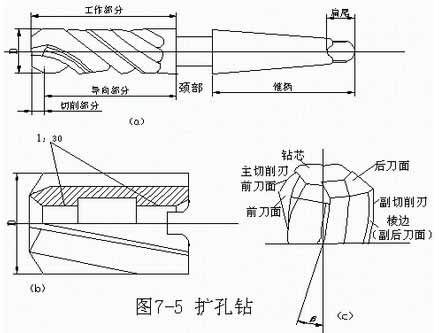
ரீமரின் அமைப்பு
ரீமிங் முறை
ட்விஸ்ட் துரப்பணத்துடன் ஒப்பிடும்போது, ரீமர் துரப்பணத்தின் அமைப்பு பின்வரும் பண்புகளைக் கொண்டுள்ளது:
1. நல்ல விறைப்பு. ரீமிங் துளையின் சிறிய வெட்டு அளவு மற்றும் குறைவான சில்லுகள் காரணமாக, ரீமிங் துரப்பணத்தின் சிப் பாக்கெட்டுகள் ஆழமற்றதாகவும் குறுகியதாகவும் இருக்கும், மற்றும் துரப்பண மைய விட்டம் பெரியது, இது ரீமிங் துரப்பணத்தின் வேலை செய்யும் பகுதியின் விறைப்புத்தன்மையை அதிகரிக்கிறது.
2. நல்ல நோக்குநிலை. ரீமிங் டிரில் உள்ளது 3 செய்ய 4 பற்கள், கருவியைச் சுற்றியுள்ள விளிம்புகளின் எண்ணிக்கை அதிகரிக்கப்படுகிறது, மற்றும் வழிகாட்டும் விளைவு ஒப்பீட்டளவில் மேம்பட்டது.
3. சிப் நிலை சிறப்பாக உள்ளது. வெட்டுவதில் பங்கேற்க ரீமருக்கு உளி விளிம்பு இல்லை, மற்றும் வெட்டு விறுவிறுப்பாக உள்ளது. பெரிய தீவன விகிதத்தைப் பயன்படுத்தலாம், அதிக உற்பத்தித்திறன்;
மேலும், குறைந்த சில்லுகள் காரணமாக, சிப் அகற்றுதல் மென்மையானது, மற்றும் இயந்திர மேற்பரப்பு எளிதில் கீறப்படாது.
எனவே, துளையிடுதலுடன் ஒப்பிடும்போது, reaming அதிக எந்திர துல்லியம் உள்ளது, குறைந்த மேற்பரப்பு கடினத்தன்மை மதிப்பு, மற்றும் ஒரு குறிப்பிட்ட அளவிற்கு துளையிடுதலின் அச்சு பிழையை சரிசெய்ய முடியும். கூடுதலாக, ரீமிங்கிற்கு ஏற்ற இயந்திர கருவி துளையிடுதலுக்கு ஒத்ததாகும்.