 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC எந்திர பாகங்கள், PCB போர்டு அரைக்கும் பொருத்துதல் வடிவமைப்பு
CNC துருவலின் நிலைப்படுத்தல் என்று அழைக்கப்படுவது, அரைக்கும் இயந்திரத்தின் பணி அட்டவணையில் செயலாக்கப்பட வேண்டிய அச்சிடப்பட்ட சர்க்யூட் போர்டை நிலைநிறுத்துவதற்கு பொருத்துதல் ஊசிகளைப் பயன்படுத்துவதாகும்., பகுதியின் வடிவத்தை வசதியாகவும் துல்லியமாகவும் CNC இயந்திரம் செய்ய. எளிய மற்றும் நம்பகமான நிலைப்பாடு தேவை, மற்றும் சில்லுகளை அகற்றும் போது பாகங்களை விரைவாக ஏற்றலாம் மற்றும் இறக்கலாம். பல நிலைப்படுத்தல் முறைகள் உள்ளன: சில அரைக்கும் இயந்திரங்கள் பரஸ்பர வேலை அட்டவணையுடன் வடிவமைக்கப்பட்டிருந்தால், ஒரு பணிநிலையம் செயலாக்கப்படும் போது, மற்ற ஒர்க் பெஞ்ச் பகுதிகளை ஏற்றி இறக்குகிறது. இரண்டு செட் அரைக்கும் தட்டு பொருத்துதல் முறை பயன்படுத்தப்படுகிறது. CNC அரைக்கும் அட்டவணையில் ஒரு அரைக்கும் பொருத்துதல் திண்டு செயலாக்கப்படும் போது, மற்ற அரைக்கும் பொருத்துதல் திண்டு மேடையில் ஏற்றப்பட்டு இறக்கப்படுகிறது. இருவரின் பரிமாற்றம் சில நொடிகள் மட்டுமே ஆகும்.
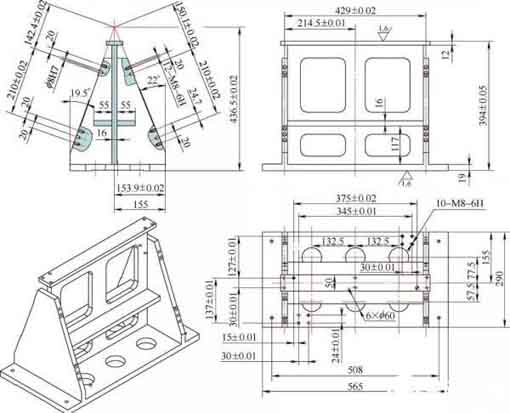
CNC அரைக்கும் பாகங்களின் நிலைப்படுத்தல் வடிவமைப்பு
CNC அரைக்கும் அட்டவணையே பாகங்கள் செயலாக்கத்தின் போது ஒரு நிலைப்படுத்தல் தட்டு ஆகும். இது ஒரு அலுமினிய அலாய் தகடு ஊசிகளால் நிலைநிறுத்தப்பட்டு திருகுகளால் சரி செய்யப்படுகிறது. ஒவ்வொரு CNC துருவல் சுழல் கீழ் பணிமேசையில் ஒரு துளை-ஸ்லாட் பொருத்துதல் அமைப்பு உள்ளது. அரைக்கும் திண்டு உண்மையில் ஒரு இடைநிலை பொருத்துதல் அங்கமாகும், சில நேரங்களில் அழைக்கப்படுகிறது “மென்மையான நிலைப்படுத்தல்”. பகுதிகளை நம்பகத்தன்மையுடன் விரைவாக இறக்குவது அவசியம், துணை நேரத்தை குறைத்து உற்பத்தி திறனை மேம்படுத்துகிறது. விளிம்பு அரைக்கும் முன், பகுதியின் வடிவத்தின் அதே பரிமாணங்களைக் கொண்ட ஒரு பள்ளம் அரைக்கும் திண்டில் முன் அரைக்கப்படுகிறது. பொதுவாக, பள்ளம் அகலத்தின் பரிமாணமானது உண்மையான அரைக்கும் கட்டர் பிளஸ் விட்டம் ஆகும் 0.5 மிமீ. பள்ளம் ஆழம் 2.5 மிமீ. எந்திர செயல்பாட்டில், இது அரைக்கும் கட்டர் மோஷன் டிராக்கின் பாதை. வெற்றிட கிளீனர் தூசியை உறிஞ்சுவதால், சில்லுகளை அகற்ற பள்ளத்தில் ஒரு காற்று ஓட்டம் உருவாக்கப்படுகிறது, பதப்படுத்தப்பட்டதை மேலும் மென்மையாக்கவும், சில்லுகள் அரைக்கும் கட்டரின் சிப் பள்ளத்தைத் தடுப்பதைத் தடுக்கவும், மற்றும் விளிம்பைக் குறைக்கவும். செயலாக்கும் போது, அரைக்கும் கட்டரை 1.5-2 மிமீ பள்ளத்தில் நீட்டிக்க வேண்டும். இது அரைக்கும் கட்டர் மூலம் இறுதி உடைகள் அணிவதைத் தடுக்கிறது. அரைக்கும் கட்டர் உற்பத்தியால் அனுமதிக்கப்படும் விட்டம் குறைப்பு மற்றும் இறுதி விட்டத்தைக் குறைப்பது பகுதி செயலாக்க அளவின் விலகலை ஏற்படுத்துகிறது..
பாகங்கள் வெகுஜன உற்பத்திக்கு முன், அரைக்கும் பேக்கிங் பிளேட் CNC அரைக்கும் அட்டவணையில் நிறுவப்பட்டுள்ளது மற்றும் புதிய நைலான் நூல் பிளக் திருகப்பட்டது. திரிக்கப்பட்ட பிளக்கில் துளைகளைத் துளைத்து, பொருத்துதல் பின்னை நிறுவவும். அரைக்கும் திண்டில் உள்ள சிப் பள்ளம் ஆழமாகவும் அகலமாகவும் உள்ளது, மென்மையான காற்று ஓட்டத்திற்கு மிகவும் உகந்தது, சிப் அகற்றுதல், மற்றும் மென்மையான மேற்பரப்பு செயலாக்கப்பட வேண்டும். எனினும், துணை மேற்பரப்பு பலவீனமாக உள்ளது, குறிப்பாக சிப் புல்லாங்குழல் பொருத்துதல் முள் அருகில் இருக்கும் போது, இது நிலைப்படுத்தலை நிலையற்றதாக மாற்றும்.
வன்பொருள் பாகங்களின் வடிவமைப்பில் உள்ள பெரும்பாலான அரைக்கும் பட்டைகள் உலோகம் அல்லாத லேமினேட்களைப் பயன்படுத்துகின்றன. பொருள் ஒப்பீட்டளவில் மென்மையானது. பின்கள் மீண்டும் மீண்டும் ஏற்றப்பட்டு இறக்கப்படும் போது, பொருத்துதல் துளைகள் தேய்ந்து பெரிதாக்கப்படுகின்றன. உதாரணத்திற்கு, அத்தகைய நிலைமைகளின் கீழ் அரை-குறிப்பிட்ட மற்றும் நுகர்வு அரைக்கும் பட்டைகள் வேலை செய்கின்றன.
பொதுவாக, முள் அரைக்கும் திண்டில் அழுத்தி பொருத்தப்பட்டுள்ளது, மற்றும் குறுக்கீடு 0.005~0.01mm ஆகும். இது ஒரு சிறப்பு அரைக்கும் திண்டு அல்லது அதிக அடர்த்தி கொண்ட ஃபைபர் போர்டு என்றால் அரைக்கும் திண்டு, இறுக்கமான பொருத்தம் சிறந்தது. ஆனால் அரை-குறிப்பிட்ட அரைக்கும் பட்டைகள் அல்லது நுகர்வு அரைக்கும் பட்டைகள், குறுக்கீடு 0.007mm விட அதிகமாக உள்ளது. முள் அழுத்தி பொருத்தப்படும் போது, ஆழமான பள்ளம் அல்லது இடைவெளியை உருவாக்க முள் துளையில் அடிப்படைப் பொருளின் ஒரு பகுதியை துண்டிக்க முடியும். மீண்டும் மீண்டும் ஏற்றுதல் மற்றும் ஊசிகளை இறக்குதல், லேமினேட்டின் முள் துளைகளும் நீக்கம் அல்லது சிப்பிங் கொண்டிருக்கும். பாகங்களை அரைக்கும் போது, வெட்டு விசையின் பெரும்பகுதி பொருத்துதல் ஊசிகளால் தாங்கப்படுகிறது. இந்த பக்கவாட்டு அழுத்தம் முள் துளைகளை அழுத்துகிறது மற்றும் துளைகளில் உள்ள குறைபாடுகள் ஊசிகளை தளர்வாக மற்றும் ஒவ்வொன்றாக விலகச் செய்கிறது. இது அச்சிடப்பட்ட பலகையின் வெளிப்புற பரிமாணங்களை நேரடியாக பாதிக்கிறது மற்றும் கடுமையான சகிப்புத்தன்மைக்கு உத்தரவாதம் அளிக்க முடியாது.
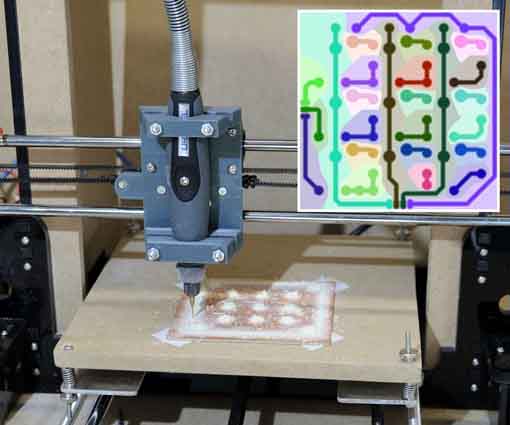
CNC அரைக்கும் PCB போர்டின் நிலைப்படுத்தல் வடிவமைப்பு
பொருத்துதல் முள் விட்டம் சிறியது, அதிக உறவினர் விலகல். எனவே, பெரிய விட்டம் கொண்ட துளைகளை முடிந்தவரை பொருத்துதல் துளைகளாகப் பயன்படுத்த வேண்டும். பொருத்துதல் முள் விட்டம் மற்றும் விலகல் உற்பத்தித்திறனை நேரடியாக பாதிக்கிறது. உதாரணத்திற்கு, நான்கு PCB போர்டுகளின் அடுக்கு முதலில் ஒரே நேரத்தில் அரைக்க வடிவமைக்கப்பட்டுள்ளது. முள் சிறிய விட்டம் மற்றும் விலகல் பெரிய அளவு காரணமாக, செயல்திறனைக் குறைக்க மூன்று PCB போர்டுகளை அரைக்க வேண்டியிருந்தது 25%.
PCB முன்மாதிரி செயலாக்கத்தின் செயல்பாட்டில், செயலாக்கப் பலகையின் நம்பகமான நிலைப்பாட்டை உறுதிப்படுத்த, பொருத்துதல் ஊசிகள் நெருக்கமாகப் பொருந்த வேண்டும். பிசின் டேப் அல்லது பிசின் உதவியை நம்புவதற்கு பதிலாக, பிணைப்பு மற்றும் குணப்படுத்த நேரம் எடுக்கும். இறுக்கமான பொருத்தம் என்பது கடுமையான சகிப்புத்தன்மையையும் குறிக்கிறது, பல அடுக்கு பலகைகள் அல்லது உயர்தர இரட்டை பக்க பலகைகளை அரைப்பதன் மூலமும் துல்லியத்திற்கு உத்தரவாதம் அளிக்க முடியும்..
பொதுவாக, துளை விட்டம் குறைந்த விலகல் ஆகும், இது பொதுவாக 0~0.005mm ஆகும், மற்றும் சில 0~0.01mm. பெரும்பாலான உலோகம் அல்லாத லேமினேட்கள் துளையிடலுக்குப் பிறகு ஒரு குறிப்பிட்ட அளவு சுருங்கும், பொதுவாக 0.005 0.007மிமீ வரை. நிலையான ஊசிகளுடன் 0.005~0.01mm குறைந்த விலகல் கொண்ட அத்தகைய துளை 0.005mm குறுக்கீட்டை உருவாக்கும். எனவே, சிறப்பு செயலாக்க தொழில்நுட்பத்தை கருத்தில் கொள்ள வேண்டிய அவசியமில்லை, அல்லது துரப்பணத்தின் விட்டத்தை ஒவ்வொன்றாக அளவிட முடியாது, மற்றும் ஒரு சிறிய விட்டம் கொண்ட துரப்பண பிட்டைத் தேர்ந்தெடுத்து அழுத்தி பொருத்துதல் மற்றும் நேரத்தைச் சேமிக்கும் தேவைகளைப் பூர்த்தி செய்யவும்.
உதாரணத்திற்கு, ஒரு குறிப்பிட்ட 1.6mm தடித்த அச்சிடப்பட்ட சர்க்யூட் போர்டு, ±0.013மிமீ சகிப்புத்தன்மையுடன், ஒவ்வொரு முறையும் நான்கு PCB போர்டுகளின் அடுக்கை அரைக்கிறது. துளை நிலை சகிப்புத்தன்மை +/-0.025 மிமீ, மற்றும் துளை விட்டம் வேறுபாடு ± 0.025 மிமீ ஆகும், நிலையான ஊசிகளைப் பயன்படுத்தி. பிசிபி போர்டுகளை ஏற்றுவது மற்றும் இறக்குவது கடினம் மற்றும் நேரத்தை எடுத்துக்கொள்ளும். ஏனெனில் அரைக்கப்பட்ட தட்டில் முள் பூட்ட முடியும். முள் மற்றும் குயில் ஒரு தளர்வான சீட்டு பொருத்தத்துடன் பொருத்தப்பட வேண்டும் என்பதை இந்த எடுத்துக்காட்டு சுட்டிக்காட்டுகிறது. நிச்சயமாக, இடைவெளி அதிகமாக இருந்தால், இது எந்திர துல்லியம் மற்றும் விளிம்பு மென்மையை பாதிக்கும்.