 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC போரிங் என்பது துளையிடப்பட்ட துளைகளை மேலும் செயலாக்குவதாகும், ஒரு சலிப்பான கருவி மூலம் வார்ப்பு அல்லது போலியானது. இது ஒரு லேத் மீது மேற்கொள்ளப்படலாம், போரிங் இயந்திரம் அல்லது அரைக்கும் இயந்திரம். CNC போரிங் என்பது பொதுவாக பயன்படுத்தப்படும் துளை செயலாக்க முறைகளில் ஒன்றாகும், கடினமான போரிங் என பிரிக்கலாம், அரை துல்லியமான போரிங் மற்றும் நன்றாக போரிங். கடினமான சலிப்பின் பரிமாண சகிப்புத்தன்மை நிலை IT13~IT12 ஆகும், மற்றும் மேற்பரப்பு கடினத்தன்மை மதிப்பு Ra12.5~6.3μm ஆகும்; அரை துல்லியமான போரிங்கின் பரிமாண சகிப்புத்தன்மை தரம் IT10~IT9 ஆகும், மற்றும் மேற்பரப்பு கடினத்தன்மை மதிப்பு Ra6.3~3.2μm ஆகும்; ஃபைன் போரிங் பரிமாண சகிப்புத்தன்மை தரம் IT8~IT7 ஆகும், மற்றும் மேற்பரப்பு கடினத்தன்மை மதிப்பு Ra1.6~0.8μm ஆகும்.
லேத்தின் போரிங் தொழில்நுட்பம்
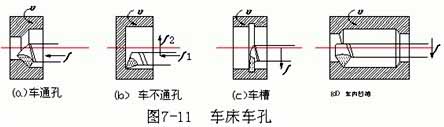
1. லேத்தின் திருப்பு துளை
லேத்தின் திருப்பு துளை படத்தில் காட்டப்பட்டுள்ளது 7-11. செங்கோண படிகள் மூலம் ஊடுருவ முடியாத துளைகள் அல்லது துளைகளை திருப்புவதற்கு (படம் 7-11b), டர்னிங் கருவி முதலில் நீளமான ஊட்ட இயக்கத்தை செய்ய முடியும். துளையின் முடிவில் வெட்டும்போது, திருப்பு கருவி குறுக்கு ஊட்ட இயக்கமாக மாறுகிறது, பின்னர் உள் இறுதி முகம் செயலாக்கப்படுகிறது. இந்த வழியில், உட்புற இறுதி மேற்பரப்பை துளை சுவருடன் நன்கு இணைக்க முடியும். உள் துளையின் பள்ளத்தைத் திருப்பவும் (படம் 7-11d), திருப்பு கருவியை துளைக்குள் நீட்டவும், கிடைமட்ட ஊட்டத்தை முதலில் செய்யுங்கள், தேவையான ஆழத்திற்கு வெட்டவும், பின்னர் நீளமான ஊட்ட இயக்கத்தை செய்யுங்கள்.
லேத் மீது திருப்பு துளை என்பது பணிப்பகுதியின் சுழற்சி மற்றும் திருப்பு கருவியின் இயக்கம் ஆகும். துளையின் அளவை வெட்டு ஆழம் மற்றும் திருப்பு கருவியின் பாஸ்களின் எண்ணிக்கையால் கட்டுப்படுத்தலாம், மற்றும் செயல்பாடு மிகவும் வசதியானது.
லேத்தின் திருப்புத் துளைகள் பெரும்பாலும் வட்டு ஸ்லீவ் மற்றும் சிறிய அடைப்புப் பகுதிகளின் துளைகளைச் செயலாக்கப் பயன்படுகின்றன..
போரிங் இயந்திரத்தின் போரிங் தொழில்நுட்பம்
2. போரிங் இயந்திரம் போரிங் செயலாக்கம்
ஒரு போரிங் இயந்திரத்தில் சலிப்பு செயலாக்க மூன்று முக்கிய முறைகள் உள்ளன:
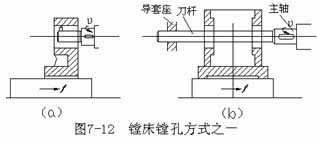
(1) போரிங் இயந்திரத்தின் சுழல் கருவிப்பட்டி மற்றும் போரிங் கருவியை சுழற்ற இயக்குகிறது, மற்றும் வேலை அட்டவணை ஒரு நீளமான ஊட்ட இயக்கத்தை உருவாக்க பணிப்பகுதியை இயக்குகிறது, படத்தில் காட்டப்பட்டுள்ளது 7-12. இந்த வழியில் துளை விட்டம் பொதுவாக சுமார் 120 மிமீ விட குறைவாக உள்ளது. படம் 7-12a மேலோட்டமான கருவிப்பட்டியைக் காட்டுகிறது, அதிகப்படியான வளைவு மற்றும் சிதைவைத் தவிர்க்க இது நீண்ட நேரம் நீட்டிக்கப்படக்கூடாது. பொதுவாக சிறிய ஆழத்துடன் துளைகளை துளைக்கப் பயன்படுகிறது. படம் 7-12b இல் காட்டப்பட்டுள்ள போரிங் பார் நீளமானது மற்றும் பெட்டியின் இரண்டு சுவர்களுக்கு இடையே நீண்ட தூரம் கொண்ட கோஆக்சியல் துளைகளை துளைக்க பயன்படுகிறது.. போரிங் டூல் பாரின் விறைப்புத்தன்மையை அதிகரிப்பதற்காக, கருவிப்பட்டியின் மறுமுனையானது போரிங் இயந்திரத்தின் பின் பத்தியின் வழிகாட்டி ஸ்லீவ் இருக்கையில் துணைபுரிகிறது.
போரிங் இயந்திரத்தின் தட்டையான சுழலும் தட்டின் அமைப்பு
(2) சலிப்பூட்டும் இயந்திரத்தின் சுழல் கருவிப்பட்டி மற்றும் போரிங் கருவியை சுழற்றவும், நீளமான ஊட்ட இயக்கத்தை செய்யவும் இயக்குகிறது., படத்தில் காட்டப்பட்டுள்ளது 7-13. இந்த வழியில், பிரதான தண்டு ஓவர்ஹாங்கின் நீளம் தொடர்ந்து அதிகரித்து வருகிறது, மற்றும் விறைப்பு அதற்கேற்ப குறைகிறது. பொதுவாக சலிப்பான குறுகிய துளைகளுக்கு மட்டுமே பயன்படுத்தப்படுகிறது.
மேலே உள்ள இரண்டு சலிப்பான முறைகளுக்கு, கட்டர் தலையின் நீளத்தை சரிசெய்வதன் மூலம் துளையின் அளவு மற்றும் சகிப்புத்தன்மை உறுதி செய்யப்பட வேண்டும், படத்தில் காட்டப்பட்டுள்ளது 7-14. சரிசெய்தல், சோதனை சலிப்பு மற்றும் அளவீடு தேவை, மற்றும் உத்தியோகபூர்வ போரிங் மட்டுமே துளை தகுதியான பிறகு மேற்கொள்ளப்படும். அதன் செயல்பாட்டிற்கான தொழில்நுட்ப தேவைகள் ஒப்பீட்டளவில் அதிகம்.
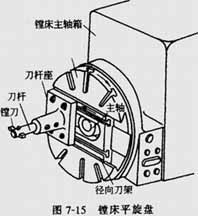
(3) போரிங் இயந்திரத்தின் தட்டையான சுழலும் வட்டு, போரிங் கட்டரைச் சுழற்றச் செய்கிறது, மற்றும் பணி அட்டவணையானது பணிப்பகுதியை நீளமான ஊட்ட இயக்கத்தை உருவாக்குகிறது.
படத்தில் காட்டப்பட்டுள்ளபடி 7-15, போரிங் இயந்திரத்தின் தட்டையான சுழலும் தட்டு ஹெட்ஸ்டாக்குடன் மேலும் கீழும் நகரும், மற்றும் தன்னைத்தானே சுழற்ற முடியும். நடுப் பகுதியில் உள்ள ரேடியல் டூல் போஸ்ட் ரேடியல் ஃபீட் மூவ்மென்ட்டைச் செய்யலாம், மேலும் தேவைப்படும் எந்த நிலையிலும் இருக்கலாம்.
படம் 7-16a இல் காட்டப்பட்டுள்ளபடி, ரேடியல் டூல் போஸ்டைப் பயன்படுத்தி, சலிப்பூட்டும் கருவியை ஒரு விசித்திரமான நிலையில் பெரிய துளைகளை சலிப்படையச் செய்யவும். இந்த சலிப்பு முறை பெரும்பாலும் Φ200mm க்கும் அதிகமான துளைகளுக்கு பயன்படுத்தப்படுகிறது, ஆனால் துளைகள் மிக நீளமாக இருக்கக்கூடாது. படம் 7-16b, உள் பள்ளம் போரிங், தட்டையான சுழலும் வட்டு சலிப்பான கருவியை சுழற்றச் செய்கிறது, மற்றும் ரேடியல் டூல் போஸ்ட் தொடர்ச்சியான ரேடியல் ஃபீட் இயக்கத்தை உருவாக்க சலிப்பூட்டும் கருவியை இயக்குகிறது. டூல் பாரின் முனையிலிருந்து கருவியின் முனை நீட்டிக்கப்பட்டால், துளையின் இறுதி முகமும் சலிப்படையலாம்.
போரிங் இயந்திரம் முக்கியமாக துணை துளைகளை துளைக்க பயன்படுத்தப்படுகிறது, உள் பள்ளங்கள் மற்றும் பெரிய மற்றும் நடுத்தர அளவிலான அடைப்புக்குறிகள் அல்லது பெட்டிகளின் இறுதி முகங்கள்; துளையிடும் இயந்திரத்தை துளையிடுவதற்கும் பயன்படுத்தலாம், ரீமிங், அரைக்கும் பள்ளங்கள் மற்றும் அரைக்கும் விமானங்கள்.
3. அரைக்கும் இயந்திரத்தின் போரிங் தொழில்நுட்பம்
கிடைமட்ட அரைக்கும் இயந்திரத்தில் சலிப்பு என்பது படம் 7-12a இல் காட்டப்பட்டுள்ளதைப் போன்றது.. சுழலும் இயக்கத்திற்காக கிடைமட்ட அரைக்கும் இயந்திரத்தின் ஸ்பிண்டில் டேப்பர் துளையில் போரிங் பார் நிறுவப்பட்டுள்ளது., மற்றும் பக்கவாட்டு ஊட்ட இயக்கத்திற்காக பணியிடத்தில் பணியிடத்தில் நிறுவப்பட்டுள்ளது.
லேத் மீது மிதக்கும் போரிங் கருவி மூலம் துளையிடும் துளைகள்
4. மிதக்கும் போரிங் ஓட்டை
மேலே குறிப்பிட்டுள்ளபடி, லேத்ஸ், போரிங் இயந்திரங்கள் மற்றும் அரைக்கும் இயந்திரங்கள் பெரும்பாலும் ஒற்றை முனைகள் கொண்ட போரிங் கருவிகளைப் பயன்படுத்துகின்றன. தொகுதி அல்லது வெகுஜன உற்பத்தியில், மிதக்கும் போரிங் கருவி பெரிய விட்டம் கொண்ட துளைகளை முடிக்க பயன்படுத்தப்படலாம் (>Φ80 மிமீ), நீண்ட துளை ஆழம் மற்றும் உயர் துல்லியம்.
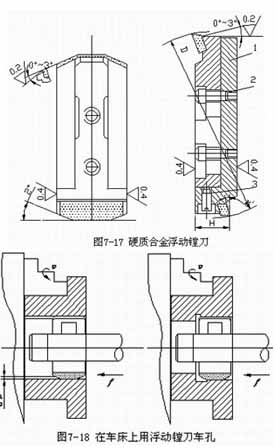
சரிசெய்யக்கூடிய மிதக்கும் போரிங் தொகுதி படத்தில் காட்டப்பட்டுள்ளது 7-17. சரிசெய்யும் போது, இரண்டு திருகுகளை தளர்த்தவும் 2 மற்றும் திருகு திரும்ப 3 கட்டர் தொகுதியின் ரேடியல் நிலையை சரிசெய்ய 1 துளையிடும் துளையின் விட்டம் மற்றும் சகிப்புத்தன்மைக்கு இணங்குவதற்கு. மிதக்கும் போரிங் டூல், படத்தில் காட்டப்பட்டுள்ளபடி லேத் மீது பணிப்பொருளை மாற்றுகிறது 7-18. வேலை செய்யும் போது, டூல் பார் சதுர டூல் ஹோல்டரில் பொருத்தப்பட்டுள்ளது, மற்றும் மிதக்கும் போரிங் கருவி தொகுதி கருவிப்பட்டியின் செவ்வக துளையில் நிறுவப்பட்டுள்ளது. தானாக மையமாக இரு விளிம்புகளின் ரேடியல் வெட்டு சக்திகளின் சமநிலையை நம்பியிருக்கிறது, கருவிப்பட்டியில் உள்ள கருவித் தொகுதியின் நிறுவல் பிழையால் ஏற்படும் துளை விட்டம் பிழையை நீக்கும்.
மிதக்கும் போரிங் என்பது அடிப்படையில் ரீமிங்கிற்குச் சமம், மற்றும் அதன் எந்திர கொடுப்பனவு, அடையக்கூடிய பரிமாணத் துல்லியம் மற்றும் மேற்பரப்பு கடினத்தன்மை மதிப்புகள் ரீமிங்கின் மதிப்புகளைப் போலவே இருக்கும். மிதக்கும் போரிங்கின் நன்மைகள், செயலாக்க தரத்தை உறுதி செய்வது எளிதானது மற்றும் நிலையானது, எளிய செயல்பாடு, மற்றும் அதிக உற்பத்தித்திறன். எனினும், அசல் துளையின் நிலைப் பிழையை சரிசெய்ய முடியாது, எனவே துளையின் நிலை துல்லியம் முந்தைய செயல்பாட்டில் உத்தரவாதம் அளிக்கப்பட வேண்டும்.