 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
நூல் ஏன் மிகவும் கோருகிறது?
நூல் திருப்பத்திற்கான தேவைகள் சாதாரண திருப்பு செயல்பாடுகளை விட அதிகம். வெட்டு விசை பொதுவாக அதிகமாக இருக்கும், மற்றும் திரிக்கப்பட்ட செருகலின் வெட்டு முனை ஆரம் சிறியதாகவும் பலவீனமாகவும் இருக்கும்.
நூல் செயலாக்கத்தில், ஊட்ட விகிதம் நூலின் சுருதிக்கு சரியாக ஒத்திருக்க வேண்டும். ஒரு சுருதிக்கு 8 நூல்கள் / அங்குலம் (tpi), கருவி ஊட்ட விகிதத்தில் முன்னேற வேண்டும் 8 புரட்சிகள் / அங்குலம் அல்லது 0.125 அங்குலம்/புரட்சி. சாதாரண திருப்பு பயன்பாடுகளுடன் ஒப்பிடும்போது (வழக்கமான ஊட்ட விகிதம் சுமார் 0.012ipr ஆகும்), நூல் திருப்பத்தின் ஊட்ட விகிதம் 10 மடங்கு அதிகம். திரிக்கப்பட்ட செயலாக்க செருகலின் முனையில் விசை இருக்கலாம் 100 செய்ய 1,000 மடங்கு அதிகம்.
மல்டி-டூத் த்ரெட் செருகலுடன் நூல் திருப்புதல்
உருவம் 2: பல பல் செருகல்கள், ஒரு தொடரில் பல நூல் பற்களுடன், நூல் செயலாக்க திறன் மேம்படுத்தப்படலாம், ஆனால் வெட்டு விசை அதிகமாக உள்ளது.
இந்த சக்தியைத் தாங்கும் இறுதி ஆரம் பொதுவாக உள்ளது 0.015 அங்குலங்கள், ஒரு வழக்கமான திருப்பு செருகலின் ஆரம் இருக்கும் போது 0.032 அங்குலங்கள். திரிக்கப்பட்ட கருவிகளுக்கு, அனுமதிக்கப்பட்ட நூல் வடிவத்தின் வேர் ஆரம் மூலம் ஆரம் கண்டிப்பாக வரையறுக்கப்பட்டுள்ளது (அதன் அளவு தொடர்புடைய நூல் தரத்தால் குறிப்பிடப்படுகிறது). தேவையான வெட்டு நடவடிக்கையால் இது வரையறுக்கப்பட்டுள்ளது, ஏனெனில் பொருள் சாதாரண திருப்பத்தில் வெட்டும் செயல்முறையை தாங்க முடியாது, இல்லையெனில் நூல் சிதைவு ஏற்படும்.
அதிக வெட்டு விசை மற்றும் குறுகிய விசை செறிவு வரம்பு ஆகியவற்றின் விளைவு: நூல் எந்திரச் செருகல்கள் பொதுவான திருப்பு கருவிகளைக் காட்டிலும் அதிக அழுத்தத்தைத் தாங்குகின்றன.
குறுக்கு வெட்டு உணவு முறை மூலம் நூல் திருப்புதல்
பகுதி மற்றும் முழு சுயவிவர கத்திகளின் ஒப்பீடு
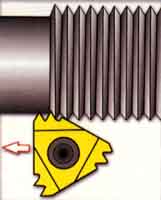
பகுதி சுயவிவர செருகல்கள், சில நேரங்களில் குறிப்பிடப்படுகிறது “அல்லாத டாப்” நுழைக்கிறது, நூலை முகடு அல்லது முகடு இல்லாமல் வெட்டு நூல். (படம் பார்க்கவும் 1) ஒரு கருவி தொடர் நூல்களை உருவாக்க முடியும், அடர்த்தியான சுருதி வரை-அதாவது, ஒரு அங்குலத்திற்கு மிகச்சிறிய எண்ணிக்கையிலான நூல்கள் - இது பிளேட் எண்ட் ஆரம் வலிமையால் அனுமதிக்கப்படுகிறது.
இறுதி ஆரம் பிளேடு பல்வேறு பிட்ச்களை செயலாக்கும் அளவுக்கு சிறியதாக வடிவமைக்கப்பட்டுள்ளது. சிறிய சுருதி நூல்களுக்கு, இறுதி ஆரம் மிகவும் சிறியதாகத் தோன்றும். இதன் பொருள் எந்திரம் செய்யும் போது கத்தி ஆழமாக ஊடுருவ வேண்டும். உதாரணத்திற்கு, எந்திரம் ஒரு 8 பகுதி சுயவிவரச் செருகலுடன் கூடிய tpi நூலுக்கு ஒரு நூல் ஆழம் தேவைப்படுகிறது 0.108 அங்குலங்கள். முழு சுயவிவர பிளேடுடன் தயாரிக்கப்பட்ட அதே நூலுக்கு ஒரு குறிப்பிட்ட ஆழம் மட்டுமே தேவைப்படுகிறது 0.81 அங்குலங்கள். எனவே, முழு சுயவிவரச் செருகல் ஒரு வலுவான நூலை உருவாக்க முடியும். கூடுதலாக, முழு சுயவிவர செருகல்களுடன் எந்திர நூல்களின் செயல்பாட்டைச் செய்யலாம் 4 குறைவான படிகள்.
பக்கவாட்டு குறுக்கு வெட்டு முறை மூலம் நூல் வெட்டுதல்
பல பல் கத்தி
மல்டி-டூத் பிளேடில் தொடர்ச்சியாக பற்கள் உள்ளன, மற்றும் நூல் பள்ளம் எந்த பல் வெட்டு ஆழம் முந்தைய பல் விட ஆழமான உள்ளது. (படம் பார்க்கவும் 2) இந்த செருகல்களுடன், ஒரு நூலை இயந்திரத்திற்கு தேவையான செயல்பாடுகளின் எண்ணிக்கையை குறைக்கலாம் 80%. கருவியின் ஆயுள் ஒற்றை மைய செருகிகளை விட மிக நீண்டது, ஏனெனில் இறுதிப் பல் கொடுக்கப்பட்ட நூலின் உலோகத்தின் பாதி அல்லது மூன்றில் ஒரு பகுதியை மட்டுமே செயலாக்குகிறது.
எனினும், அவற்றின் அதிக வெட்டு சக்தி காரணமாக, மெல்லிய சுவர் பகுதிகளை செயலாக்க இந்த செருகல்களைப் பயன்படுத்த பரிந்துரைக்கப்படவில்லை - ஏனெனில் உரையாடல் ஏற்படலாம். கூடுதலாக, இந்தச் செருகல்களைக் கொண்டு எந்திரப் பணியிடங்களுக்கான கட்டமைப்பு போதுமான நூல் அனுமதியைக் கொண்டிருக்க வேண்டும், இதனால் அனைத்து பற்களும் வெட்டப்படாமல் வெளியேறும்.
பிளேடு ஹெலிக்ஸ் கோணத்தை சரிசெய்வதன் மூலம் நூலைத் திருப்புதல்
படம் 3: குறுக்கு வெட்டு ஊட்ட முறையின் தேர்வு நூல் செயலாக்க செயல்திறனில் பெரும் தாக்கத்தை ஏற்படுத்துகிறது

நூல்களை அரைப்பதற்கான தனிப்பயன் நூல் வெட்டும் கருவி
படம் 4: பக்கவாட்டு குறுக்கு வெட்டு V- வடிவ சில்லுகளை உருவாக்காது, ஆனால் சாதாரண திருப்பத்தில் உள்ளதைப் போன்ற சில்லுகளை உற்பத்தி செய்கிறது.
ஒரு நூலுக்கு ஊட்டம்
ஒவ்வொரு பாஸின் வெட்டு ஆழம், அல்லது ஒவ்வொரு நூலின் ஊட்டமும், நூல் செயலாக்கத்தில் மிகவும் முக்கியமானது. இணைக்கப்பட்ட ஒவ்வொரு இயக்க சேனலும் பிளேட்டின் வெட்டு விளிம்பின் பெரிய பகுதியை ஈடுபடுத்த வேண்டும். ஒரு பாஸிற்கான ஊட்டம் நிலையானதாக இருந்தால் (இந்த முறை பரிந்துரைக்கப்படவில்லை), வெட்டு விசை மற்றும் உலோக அகற்றுதல் விகிதம் முந்தைய பாஸிலிருந்து அடுத்ததாக கடுமையாக அதிகரிக்கும்.
உதாரணத்திற்கு, ஒரு நிலையான ஊட்டத்தைப் பயன்படுத்தும் போது .010 அங்குலங்கள் / ஒரு சேனலின் செயலாக்க வேகம் 60 ℃ நூல் வடிவம், இரண்டாவது பாதை பொருள் அகற்றப்பட்டது 3 முறை முதல் தடம். ஒவ்வொரு அடுத்தடுத்த செயல்பாட்டையும் போல, அகற்றப்பட்ட உலோகத்தின் அளவு அதிவேகமாக உயர்ந்து கொண்டே செல்கிறது.
அகற்றுதலின் அளவு அதிகரிப்பதைத் தவிர்ப்பதற்காக மற்றும் மிகவும் யதார்த்தமான வெட்டு சக்தியைப் பராமரிக்கவும், ஒவ்வொரு செயல்பாட்டிலும் நூல் ஆழம் குறைக்கப்பட வேண்டும்.
குறுக்கு வெட்டு நூல் ஊட்ட முறை
குறைந்தது நான்கு நூல் குறுக்கு வெட்டு உணவு முறைகள் உள்ளன. (படம் பார்க்கவும் 3) இந்த முறைகளில் ஒன்று த்ரெடிங் செயல்பாடுகளின் செயல்திறனில் எவ்வளவு தாக்கத்தை ஏற்படுத்துகிறது என்பதை சிலர் கண்டுபிடித்துள்ளனர்.
• ரேடியல் நூல் குறுக்கு வெட்டு ஊட்டம்
நூல் செயலாக்கத்திற்கு இது பொதுவாகப் பயன்படுத்தப்படும் முறையாக இருந்தாலும், இது மிகவும் குறைவான பரிந்துரைக்கப்பட்ட முறையாகும். கருவி கதிரியக்கமாக ஊட்டப்படுவதால் (பணிப்பகுதியின் மையக் கோட்டிற்கு செங்குத்தாக), நூல் பக்கத்தின் இருபுறமும் உலோகம் அகற்றப்படுகிறது, இதன் விளைவாக V- வடிவ சில்லுகள். அத்தகைய சில்லுகளை உடைப்பது கடினம், அதனால் சில்லுகளின் ஓட்டம் ஒரு பிரச்சனை. கூடுதலாக, கத்தி முனையின் இருபுறமும் அதிக வெப்பம் மற்றும் அழுத்தம் காரணமாக, கருவி ஆயுள் பொதுவாக மற்ற குறுக்கு வெட்டு ஊட்ட முறைகளை விட குறைவாக இருக்கும்.
• நூல் பக்கவாட்டு குறுக்கு ஊட்டம்
இந்த முறையில், குறுக்கு திசையானது நூலின் ஒரு பக்கத்திற்கு இணையாக உள்ளது, பொதுவாக கருவியானது 30°C வெப்பநிலையில் நேர்கோட்டில் ஊட்டமளிக்கிறது. சில்லுகள் சாதாரண திருப்பத்தில் உற்பத்தி செய்யப்படுவதைப் போலவே இருக்கும். (படம் பார்க்கவும் 4.) ரேடியல் குறுக்குவெட்டுடன் ஒப்பிடும்போது, the chips produced in this method are easier to shape and are easily discharged from the cutting edge, with better thermal diffusion. எனினும், in this cross-cutting feed method, the trailing edge of the blade rubs against the tooth flank and does not cut. This will burn the threads, resulting in poor surface roughness and even chattering.
• Modified thread tooth flank transverse cutting feed (recommended)
This method is similar to the thread flank transverse cutting feed method, except that the transverse cutting angle is smaller than the thread angle-that is, less than 30 ℃. This method retains the advantages of the thread flank transverse cutting method, while avoiding the problems caused by the trailing edge of the blade. A cross-cut angle of 291/2 ℃ generally produces the best results, ஆனால் உண்மையான செயல்பாட்டில், 25~291/2 ℃ வரம்பில் குறுக்கு வெட்டு கோணம் ஏற்றுக்கொள்ளத்தக்கது.
படம் 5: பிளேடு ஹெலிக்ஸ் கோணத்தை சரிசெய்வதன் மூலம், இது போல “சாய்ந்திருக்கும்” வலதுபுறத்தில் கத்தி, பிளேட்டின் முன் மற்றும் பின் விளிம்புகளின் கீழ் உள்ள கிளியரன்ஸ் கோணத்தை சமப்படுத்தலாம், அதிக சீரான உடைகளை உருவாக்கக்கூடியது.
• மாற்று நூல் பக்கவாட்டு குறுக்கு வெட்டு ஊட்டம்
இந்த முறை நூலின் இரண்டு பக்கங்களிலும் மாறி மாறி உணவளிக்கிறது, எனவே இது நூலை உருவாக்க பிளேட்டின் இரண்டு பக்கங்களைப் பயன்படுத்துகிறது. இந்த முறை நீண்ட கருவி வாழ்க்கைக்கு உத்தரவாதம் அளிக்கும், ஏனெனில் கத்தி முனையின் இருபுறமும் பயன்படுத்தப்படுகிறது. ஆனால் இது சிப் ஃப்ளோ பிரச்சனைகளையும் ஏற்படுத்தலாம் -
இந்த சிக்கல் மேற்பரப்பு கடினத்தன்மை மற்றும் கருவியின் ஆயுளை பாதிக்கலாம். இந்த முறை பொதுவாக பெரிய சுருதி மற்றும் மட்டுமே பயன்படுத்தப்படுகிறது (ஏகாதிபத்திய) trapezoidal மற்றும் சாய்ந்த நாற்கர நூல்கள்.
தெளிவு நூல் கோண இழப்பீடு
சில நூல் எந்திரச் செருகல்கள் மற்றும் கருவி ஹோல்டர் அமைப்புகள் ஹெலிக்ஸ் கோணத்தை மாற்றுவதன் மூலம் வெட்டு திசையில் செருகலை துல்லியமாக சாய்க்கும் திறனைக் கொண்டுள்ளன.. இந்த அம்சம் உயர்தர நூல்களை உருவாக்க முடியும், ஏனெனில் இது நூலின் பக்கவாட்டில் கத்தியைத் தேய்ப்பதைத் தடுக்கிறது.. இது நீண்ட கருவி ஆயுளை வழங்க முடியும், ஏனெனில் வெட்டும் விசை வெட்டு விளிம்பின் முழு நீளத்திலும் சமமாக விநியோகிக்கப்படுகிறது.
இந்த வழியில் சாய்ந்த வெட்டு செருகும் இல்லை- வெட்டு விளிம்பை பணிப்பகுதியின் மையக் கோட்டிற்கு இணையாக மாற்றுவதற்கான வழி- பிளேட்டின் முன்னணி விளிம்பு மற்றும் பின் விளிம்பின் கீழ் ஒரு சமமற்ற அனுமதி கோணம் உருவாகும். (படம் பார்க்கவும் 5) குறிப்பாக அடர்த்தியான ஆடுகளங்களுக்கு, இந்த ஏற்றத்தாழ்வு பல் பக்கவாட்டில் உராய்வை ஏற்படுத்தலாம்.
அனுசரிப்பு அமைப்பு கத்தியின் கோணத்தை கருவி சக்கின் நிலைப்பாட்டின் மூலம் சாய்க்க அனுமதிக்கிறது (பொதுவாக ஷிம்களுடன்). துல்லியமான சரிசெய்தல் ஒரே மாதிரியான முன்னணி மற்றும் பின்தங்கிய விளிம்பு கோணங்களை அடையும், பிளேடு உடைகளின் சீரான வளர்ச்சியை உறுதி செய்தல்.
படம் 6: இந்த தனிப்பயன் நூல் வெட்டும் கருவி ஆறு-சுழல் லேத்தில் இரண்டு சுயாதீன நூல்களை இயந்திரமாக்க பயன்படுகிறது. கடந்த காலத்தில், நூல்கள் ஒரு நேரத்தில் செயலாக்கப்பட்டன. இங்கே பயன்படுத்தப்பட்ட செருகல் உண்மையில் நூல் அரைக்கும் வெட்டிகளுக்காக வடிவமைக்கப்பட்டது, ஆனால் அது இங்கே ஒரு திருப்புச் செருகலாகப் பயன்படுத்தப்படுகிறது
நூல் வெட்டும் செருகிகளின் சிறுமைப்படுத்தல் மற்றும் சிறப்பு
தோராயமாக விட்டம் கொண்ட துளைகளில் உள் இழைகளைத் திருப்புவதற்கான அட்டவணைப்படுத்தக்கூடிய செருகும் வகை கருவிகள் 0.3 அங்குலங்கள் இப்போது சந்தையில் கிடைக்கின்றன.
இத்தகைய சிறிய துளைகளை திருப்பு மூலம் நூல்களாக மாற்றுவதில் பல நன்மைகள் உள்ளன. இயந்திரம் செய்ய வேண்டிய நூல் தரம் பொதுவாக ஒப்பீட்டளவில் அதிகமாக இருக்கும், பிளேடு அமைப்பு சில்லுகளை துளையிலிருந்து வெளியேற அனுமதிக்கிறது மற்றும் அரிதாகவே நூலை சேதப்படுத்துகிறது, மற்றும் கத்தியை குறியிடலாம், எனவே கருவியின் விலை குறைவாக உள்ளது.
இந்த பயன்பாடுகளில் பயன்படுத்தப்படும் சிமென்ட் கார்பைட்டின் தரங்கள் பொதுவாக குறைந்த மேற்பரப்பு வேகத்தில் செயலாக்க அனுமதிக்கும்.. சிறிய துளைகளில் உள் நூல் எந்திரத்திற்கு, இயந்திர கருவிகளின் வரம்புகள் பொதுவாக குறைந்த மேற்பரப்பு வேகத்தை விட மற்ற பிரச்சனைகளாகும்.
மக்கள் செய்த தொழில்நுட்ப முன்னேற்றங்கள் நூல் திருப்பு கருவிகளின் பயன்பாட்டின் நோக்கத்தை விரிவுபடுத்தியுள்ளன, மற்றும் உள் நூல்களை சிறிய துளைகளாக மாற்றுவது ஒரு எடுத்துக்காட்டு. எனினும், நிலையான கருவிகளின் பயன்பாட்டின் நோக்கம் விரிவாக்கப்பட்ட போதிலும், உற்பத்தியாளர்கள் இன்னும் குறிப்பிட்ட பிரச்சனைகளை சந்திக்க வேண்டியுள்ளது, தனிப்பயனாக்கப்பட்ட கருவிகள் இருப்பதற்கான இடத்தை உருவாக்குகிறது. (படம் பார்க்கவும் 6) கருவி வழங்குனருடன் இணைந்து உருவாக்கப்பட்ட சிறப்புக் கருவியானது ஒரு குறிப்பிட்ட வேலைக்கான சரியான த்ரெடிங் கருவியைத் தேடும் போது புறக்கணிக்க முடியாத ஒரு விருப்பமாகும்..