 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Vid svarvning av bearbetningskomponenter (aluminium, rostfritt stål, koppar, titan, legering), speciellt för efterbehandling, hur man väljer ett verktyg? Sammanfattning av erfarenhet av CNC-mästare:
Svarvbearbetningsverktyg
1. Först, bestäm verktygets ingångsvinkel
Bland ingångsvinklarna för konventionella verktyg, de som är lämpliga för efterbehandling är vanligtvis mellan 90° och 95°, speciellt 91°, 93°, och 95°. Närmar sig vinkeln på 90° gör att skärkraften följer arbetsstyckets axel. Ingen vertikal kraft appliceras på arbetsstycket för att undvika vibrationer och deformation (Bearbetning av tunnväggiga delar är särskilt viktigt). Partiell primär ingångsvinkel är i allmänhet säkerställd på axeln.
Ställ in verktygsspetsens vinkel för finsvarvning
2. För det andra, bestämma vinkeln på verktygsspetsen, eller välj formen på verktyget
Allmänt, de vanligaste bladformerna är: Runt blad (börja med R, ISO standardkod, samma nedan); 90 grad fyrkantigt blad (börjar med S); 80 diamantklinga (börjar med C); 80 grad konvex triangelblad (börjar med W); 60 grad triangulärt blad (börjar med T); 55 grad diamantklinga (börjar med D); 35 grad diamantklinga (börjar med V). Dessa verktygsformer täcker i princip mer än 90% av konventionella svarvskär. Dessa typer av blad är ordnade i form av verktygsstyrka: R, S, C (W), D, V. R-bladet har den högsta styrkan och V har den lägsta. Men ju högre styrka, ju större motstånd och desto större risk för vibrationer. Därför, vi väljer ofta R, S, C (W) för grovbearbetning. För efterbehandling, vi väljer D och V. Den profileringsförmåga som krävs för efterbehandling är också V bäst och R sämst.
Ställ in spånvinkeln och bakåtvinkeln för slutsvarvningsverktyget
3. Bestäm verktygets främre och bakre hörn
Verktyget med negativ spånvinkel har god styvhet och är inte lätt att flisa, lämplig för grovbearbetning;
Det positiva spånvinkelbladet skär snabbt och är mer lämpligt för efterbehandling. Det finns ett matchande förhållande mellan den bakre vinkeln och spånvinkeln. Allmänt, de negativa spånvinkelbladen är i princip 0 grader. De positiva spånvinkelinsatserna har 5° (B, ISO-kod, samma nedan), 7° (C), 11° (P) av tre vanliga verktygssläppningsvinklar (avser endast vändning).
Vanliga kombinationer:
CC/CP (Blad med positiv spånvinkel av C-typ 7°/11° bakre vinkel);
DC (D-typ positiv spånvinkelblad 7° bakre vinkel);
VC/VB (V-typ blad med positiv spånvinkel 7°/5° bakre vinkel);,
WB/WC (W-typ positiv spånvinkelblad 5°/7° släppningsvinkel). Dessa kombinationer är också de bladformer som används vid konventionell efterbehandling (de främre och bakre hörnen bestäms)
Att kombinera de tre, verktygsformen för konventionell efterbehandling är följande:
95° ingångsvinkel berså + CC insats
93° ingångsvinkel berså + WB/WC/DC/VC/VB insats
91° ingångsvinkel berså + DC/VC/VB-insats
Bland dem, verktygshållaren med 93° ingångsvinkel + DC är den bästa efterbehandlingsplanen som rekommenderas av min individ (endast när det gäller vridning radiellt). Detta program är utrustat med lämpliga skärparametrar, och bearbetningseffekten borde vara en av de bästa inom svarvning för närvarande. Jag provade detta 1.6 grovhet på flera olika material (rostfritt stål, titan, aluminium). De 0.8 grovheten hos en annan ståldel beror på det inre hålet, och skaftets diameter är begränsad, och endast 95° ingångsvinkelskaft + CC-blad kan användas.
Självklart, alternativen ovan är inte unika. Under arbetsförhållanden där fasta material med stor diameter kan nå hög linjär hastighet. Vridskär med 0° släppningsvinkel (ISO-kod N) kan även vändas med bättre strävhet. Men grovheten vid den här tiden är mer “mald” av tjocka aluminiumoxid CVD-belagda blad vid höga linjära hastigheter. Denna grovhet är i princip ungefär en grad som skiljer sig från den grovhet som bearbetas av verktyget som valts ovan. Med andra ord, CN-bladet kan användas för precisionsvridning 1.6, och DC-bladet kan användas för precisionsvridning 0.8.
Vanligt använda skär för finsvarvning av inre hål
tillägg:
Vanligt använda skär i inre hål precisionssvarvning inkluderar TC/TP (T-typ positiv spånvinkelinsats 7° / 11° bakre vinkel)
Motsvarande verktygshållarkombination
91° ingångsvinkel berså + TC / TP-insats
För precisionssvarvning med en inre håldiameter på mer än 16, DC-blad kan i princip användas. dock, det finns två typer av DC-blad, 07 och 11. De 07 bladet kan bearbeta 16-20 inre hål, och DC11-bladet kan användas för 25 och över.
För precisionssvarvning med ett inre hål på ca 10-16, CC-blad eller TC / TP-blad kan användas.
Om det inre hålet är mindre än 10 mm, i allmänhet är endast CC-blad mer lämpliga. Japanska CC-blad kan uppnå 5.5-6 mm.
bild:
1: Ytterdiameter precisionssvarvning
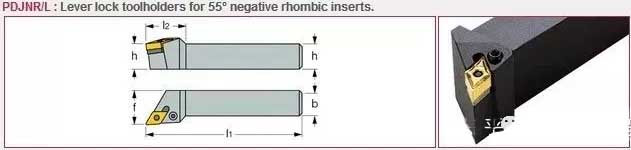
1. PDJNR
Denna typ av verktygshållare är lämplig för finsvarvning av arbetsstycken med medelstor och stor diameter. Den förbättrade verktygshållaren kan inte bara vända ytterdiametern och ändytan, men även profilsvarvdelar. Den används flitigt vid finsvarvning. Och arbetsstycket för bearbetningsaxelns stift och mitten stör inte.
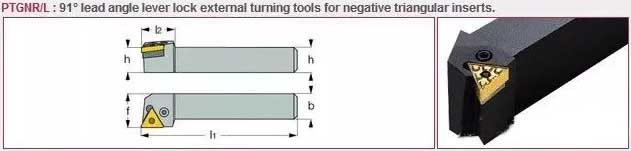
2. PTGNR
Lämplig för finsvarvning av delar med medelstor och stor diameter. Observera att denna typ av verktygshållare endast kan vända ytterdiametern, och är inte lämplig för svarvning av ytterdiameter + ändytan.
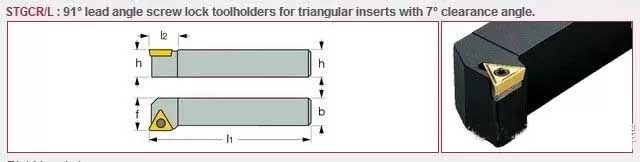
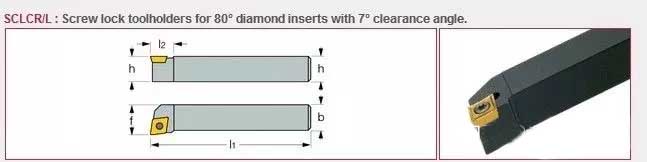
3. STGCR och SCLCR
PDJNR verktygshållare är lämplig för finsvarvning av arbetsstycken med medelstor och stor diameter
Den är lämplig för finsvarvning av medelstora och små detaljer, men SCLCR används för att svänga fina axlar, och STGCR är inte lämplig för svarvning av ändytor.
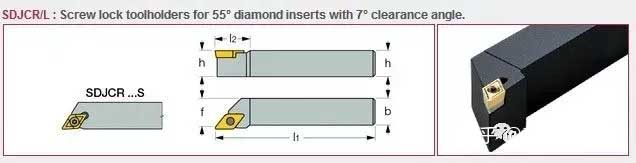
4. “Den bästa partnern” är här, SDJCR
Den är lämplig för finsvarvning av alla delar med ytterdiameter, inklusive profilering och axeltappsdelar. Den är lämplig oavsett diameter. Dessutom, den skär lätt och är mer motståndskraftig mot flisning än VB / VC-insatser.
2: Inre hål finsvarvning
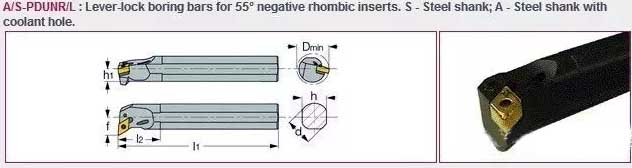
1.PDUNR
Liknar ytterdiametern, skaftet är lämpligt för finsvarvning av delar med medelstor och stor diameter, och kan även vara profilerade och ändytor.
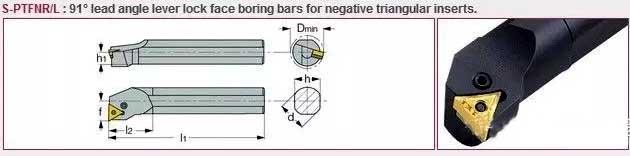
2.PTFNR
Lämplig för finsvarvning av medelstora och stora delar.
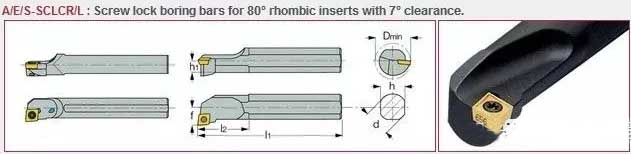
3.SCLCR
En av de vanligaste inre hålens precisionssvarvningsverktygshållare, med ett brett intervall för bearbetningsdiameter, den minsta kan handla om 5.5-6.
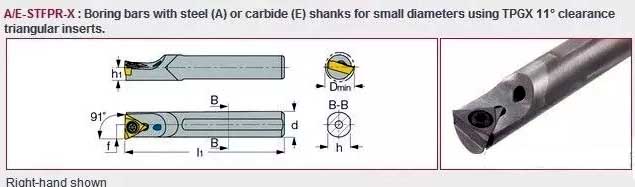
4.STFPR
PTGNR svarvverktyg som svarvar ytterdiameter för arbetsstycket
En av de vanligaste verktygshållarna för precisionssvarvning med små och medelstora öppningar. Allmänt, bearbetningshålets diameter är inte mer än 20-25, och minimum handlar om 8-10. Skärningen är lättare än SCLCR, och antalet blad är hälften av CC, vilket är ekonomiskt.
5.SDUCR
STGCR och SCLCR svarvverktyg för svarvning av små detaljer
På grund av begränsningen av formen på det vridbara bladet, den minsta bearbetningsdiametern för denna svarvverktygshållare är ca 14-16, så det är inte lika utbrett som ovanstående två verktygshållare. dock, eftersom svarvverktyget har en mindre spetsvinkel än de två föregående modellerna, skärningen är lättare och kan profileras.
Väl, de fem typerna av verktyg inuti och utvändigt kan i princip uppfylla den konventionella ytterdiametern och innerdiametern efterbehandling.
SDJCR-svarvverktyg används för svarvning av profilering och axeldelar
SDUCR-insats för vridning av inre hål