 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Med ökningen av designen av mångfacetterade och komplexa böjda delar, 5-axelbearbetning kommer att stå för en ökande andel av CNC-bearbetningen. Eftersom 5-axlig CNC-bearbetning ger två grader av rotationsfrihet, det ökar svårigheten med CNC-bearbetning av rörelsesimulering och kontroll av verktygsinterferens, speciellt vid bearbetning av delar med extremt komplexa former. Därför, för att säkerställa att 5-axliga CNC-verktygsmaskiner utför högeffektiv och högkvalitativ fräsning, Utformningen av 5-axliga bearbetningsverktygsbanor och programvara för interferenskontroll kommer att bli en stor fråga.
Funktionsprojektionsmetoden är lämplig för 5-axlig CNC-bearbetningsverktygsinterferensbehandling, det är, bearbetningsytan diskretiseras till en serie ytfunktionspunkter. Huruvida verktygsinterferensen inträffar kan bedömas av om särdragspunkten kommer in på insidan av verktygsytan. På samma gång, bearbetningsytan och verktygsytan projiceras på ett specifikt plan, och endast funktionsdetekteringspunkterna i den krökta ytarean av projektionsgrafen för omslutande verktyg kontrolleras för störningar, vilket förbättrar effektiviteten av störningsdetektering.
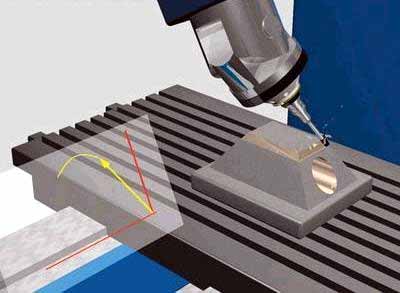
Förhindra verktygsstörningar vid 5-axlig fräsning
1. Inspection method for tool interference
Coordinate system and coordinate transformation
Som visas i figuren 1, the local coordinate system L of 5-axis circular cutter milling is represented as XL axis, YL axis and ZL axis. The YL axis always points to the cutting direction f of the tool contact (referred to as CC point) OL. The ZL axis points to the normal direction n of the surface, and the XL axis is determined by the right-hand rule of the YL axis and the ZL axis. The tool generally rotates around the XL axis from the ZL axis to the YL axis by a lead angle (heel angle) a, and rotates around the ZL axis one by one side slip angle b. Dessutom, the tool coordinate system T (XT, YT, ZT) can also be defined at the tool location point (CL point for short) OT. YT-axeln pekar mot riktningen för den linje som förbinder CL-punkten och CC-punkten. ZT-axeln är verktygsaxelns vektorriktning, och XT-axeln är riktningen som bestäms av högerregeln för YT-axeln och ZT-axeln. Koordinatorigin är placerad i verktygets mittpunkt (dvs CL-punkt) OT. För att förenkla störningskontrollen, verktygsytan med relativt regelbunden form används som referens för interferenskontroll. Den bearbetade ytan diskretiseras för att uttrycka ytans form i form av en uppsättning karakteristiska punkter. De ursprungliga data för dessa särdrag uttrycks i världskoordinatsystemet W, så funktionspunktsdata måste först transformeras från världskoordinatsystemet W (OW-XW, ÄR, ZW) till det lokala koordinatsystemet L (OL-XL, YL, ZL) ). Den omvandlas sedan från det lokala koordinatsystemet L till verktygskoordinatsystemet T (OT-XT, YT, ZT).
Interferenskontrollmetod
Om verktyget och krafthuvudet har valts, storleken på verktygssystemet (verktyg och krafthuvud) är känd. Huruvida verktygssystemet stör den bearbetade ytan kan avgöras genom att bedöma om den karakteristiska punkten P går in i verktygsytans insida. Som visas i figuren 2, det är positionsförhållandet mellan verktygssystemet och den bearbetade ytan när ringkniven bearbetas. I verktygets koordinatsystem, låt koordinaten för den karakteristiska punkten P vara PI (Xpt, Ypt, Zpt). Enligt de olika kombinationsdelarna i verktygssystemet, koordinatvärdet Zpt för den karakteristiska punkten P delas in i 4 avsnitt för bedömning. Detaljerna är som följer:
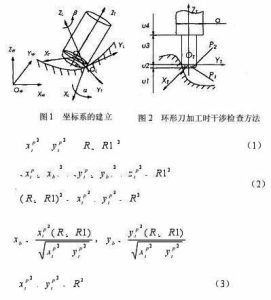
5-formel för inställning av axelfrässlag
När särdragspunkten P är inom intervallet u1, ingen störning kommer att inträffa.
När den karakteristiska punkten P ligger inom intervallet u2, det finns två situationer, och torus är uppdelad i två delar:
Den lilla cylindriska delen P1 och den cirkulära ringdelen P2. När särdragspunkten är involverad i den cylindriska delen P1, verktygsstörningar uppstår, det är, den är nöjd
där R representerar verktygets radie, och R1 representerar radien för ringen hos det cirkulära verktyget.
När särdragspunkten är involverad i ringdelen P2, verktygsstörningar förekommer också, det är, den är nöjd
i stilen
Om funktionspunkten P inte kommer in i delarna P1 och P2, inga verktygsstörningar kommer att inträffa.
När den karakteristiska punkten P ligger inom intervallet u3, när avståndet mellan den karakteristiska punkten P och ZT-axeln är mindre än verktygsradien, verktygsstörningar uppstår, som är nöjd
Annat, inga verktygsstörningar kommer att inträffa.
När den karakteristiska punkten P ligger inom intervallet u4, situationen är densamma som för 3, lika lång som verktygsradien R i formeln (3) ersätts med krafthuvudets radie d/2 för bedömning.