 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Mått på ritningar för bearbetade delar: standardtoleranser och grundavvikelser, ytsträvhet, noggrannhet, flathet, placera, parallellitet, koaxialitet, etc.
| Form- och positionstolerans | Befattningsgrad | Parallellism | Koncentrisitet | Vertikalitet | Full hoppnoggrannhet | Symmetri | Flathet | Cylindricitet | Rundhet | Grovhet |
| symbol | ||||||||||
| mätnoggrannhet | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra0,01 |
| Bearbetningsnoggrannhet | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra0,04 |
Symbol för ytjämnhet hos delar
Konceptet med ojämnhet i delytan
Det finns toppar och dalar med små avstånd på ytan av delen, och de mikrogeometriska egenskaperna som bildas av den kallas ytjämnhet. Vid CNC-bearbetning av delar, det bildas på grund av verktygsmärkena som lämnas av verktyget på delens yta och den plastiska deformationen av ytmetallen vid CNC-skärning och klyvning.
Ytråheten på delar är också ett tekniskt index för att utvärdera delars ytkvalitet. Det har en inverkan på de matchande egenskaperna, arbetsnoggrannhet, slitstyrka, korrosionsbeständighet, tätning, utseende, etc. av delarna.
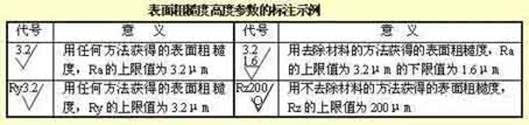
Koden, symbol och märke för ytjämnhet
GB/T 131-1993 anger ytjämnhetskoden och dess notation. Symbolerna på ritningen som indikerar ytjämnheten på delar visas i tabellen nedan.
Utvärderingsparametrarna för ytjämnhet hos delar är:
1) Konturens aritmetiska medelavvikelse (Ra)
Inom provtagningslängden, det aritmetiska medelvärdet av det absoluta värdet av konturförskjutningen. Värdet på Ra och samplingslängden l. Se bordet.
2) Maximal profilhöjd (Rz)
Avståndet mellan konturtoppens översta linje och konturtoppens nedre linje inom provtagningslängden.
Anmärkningar: Parametern Ra är att föredra när den används.
Märkningskrav för ytjämnhet
1) Exempel på kodmärkning av ytjämnhet
När ytans ojämnhet höjd parametrar Ra, Rz, Ry är markerade med numeriska värden i koden, förutom att parameterkoden Ra kan utelämnas. Övriga parametrar måste märkas med motsvarande parameterkod Rz eller Ry före parametervärdet. Se tabellen för märkningsexempel.
2) Metoden för att markera siffror och symboler i ytjämnheten på ytjämnheten
Markeringsmetod för ytjämnhetssymboler på ritningar
1) Ytjämnhetskoden (symbol) bör i allmänhet noteras på den synliga konturlinjen, storleksgränslinjen eller deras förlängningslinje, och spetsen på symbolen måste peka mot ytan från utsidan av materialet.
2) Riktningen för siffrorna och symbolerna i ytjämnhetskoden måste markeras vid behov.
2) Maximal profilhöjd (Rz)
Avståndet mellan konturtoppens översta linje och konturtoppens nedre linje inom provtagningslängden.
Anmärkningar: Parametern Ra är att föredra när den används.
Märkningskrav för ytjämnhet
1) Exempel på kodmärkning av ytjämnhet
När ytans ojämnhet höjd parametrar Ra, Rz, Ry är markerade med numeriska värden i koden, förutom att parameterkoden Ra kan utelämnas. Övriga parametrar måste märkas med motsvarande parameterkod Rz eller Ry före parametervärdet. Se tabellen för märkningsexempel.
2) Metoden för att markera siffror och symboler i ytjämnheten på ytjämnheten
Markeringsmetod för ytjämnhetssymboler på ritningar
1) Ytjämnhetskoden (symbol) bör i allmänhet noteras på den synliga konturlinjen, storleksgränslinjen eller deras förlängningslinje, och spetsen på symbolen måste peka mot ytan från utsidan av materialet.
2) Riktningen för siffrorna och symbolerna i ytjämnhetskoden måste markeras vid behov.
Märkningsexempel på ytjämnhet
På samma ritning, varje yta är vanligtvis märkt med en kod (symbol) bara en gång, och så nära den relevanta dimensionslinjen som möjligt. När utrymmet är trångt eller det är obekvämt att märka, det kan leda till etiketten. När alla ytor på delarna har samma krav på ytjämnhet, de kan vara enhetligt markerade i det övre högra hörnet av ritningen. När de flesta ytorna på delarna har samma krav på ytjämnhet, den mest använda koden (symbol) kan markeras i det övre högra hörnet av ritningen samtidigt, och ordet “resten” skall läggas till. Höjden på den enhetligt markerade ytjämnhetskoden (symbol) och förklarande text bör vara 1.4 gånger så mycket som ritningsmärket.
Kontinuerliga ytor på delar, ytor av upprepade element (såsom hål, tänder, spår, etc.), och samma yta som inte är kontinuerlig med tunna heldragna linjer. Ytjämnhetskoden (symbol) nummer noteras endast en gång.
När det finns olika krav på ytjämnhet på samma yta, tunna heldragna linjer bör användas för att dra skiljelinjen, och motsvarande ytjämnhetskod och storlek bör noteras.
När tanden (tand) formen är inte ritad på arbetsytan av kugghjul, trådar, etc., koden för ytjämnhet (symbol) notationsmetod.
Arbetsytan på mitthålet, kilspårets arbetsyta, avfasningens ytjämnhetskod, och det rundade hörnet kan förenklas och markeras.
När delarna behöver värmebehandlas delvis eller delvis pläteras (överdragen), tjocka prickade linjer bör användas för att rita intervallet och markera motsvarande mått. Det kan också skrivas på den horisontella linjen på långsidan av symbolen för ytjämnhet.
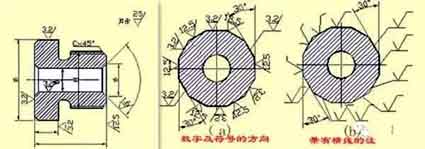
Siffror och symboler i ytjämnhet
Standardtolerans och grundavvikelse
5. Standardtolerans och grundavvikelse
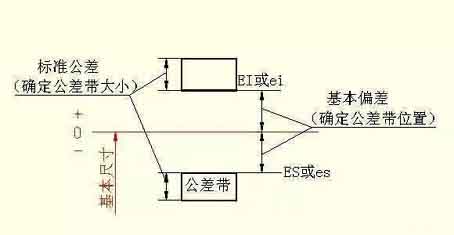
För att underlätta produktionen, inse utbytbarheten av delar och uppfylla olika användningskrav, den nationella standarden “Gränser och passar” föreskriver att toleranszonen består av två element: standardtolerans och grundavvikelse. Standardtoleransen bestämmer storleken på toleranszonen, och grundavvikelsen bestämmer platsen för toleranszonen.
1) Standardtolerans (DEN)
Standardtoleransvärdet bestäms av grundstorlek och toleransklass. Toleransnivån är ett märke för att bestämma storlekens noggrannhet. Standardtoleransen är uppdelad i 20 nivåer, nämligen, IT01, IT0, IT1, …, IT18. Dess storleksprecision minskar från IT01 till IT18. Specifika värden för standardtoleranser finns i motsvarande standarder.
Grundläggande avvikelse för CNC-bearbetning
2) Grundläggande avvikelse
Grundavvikelse avser den övre eller nedre avvikelsen för toleranszonen med avseende på nolllinjens position i standardgränsen och justeringen, och hänvisar i allmänhet till avvikelsen nära nolllinjen. När toleranszonen är över nolllinjen, grundavvikelsen är den lägsta avvikelsen; Tvärtom, är den övre avvikelsen. Hö 28 grundläggande avvikelser totalt, och kodnamnen är uttryckta med latinska bokstäver, med stora bokstäver som hål och gemener som axel.
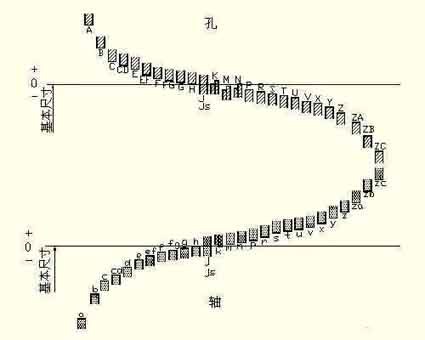
Det kan ses från det grundläggande avvikelseseriediagrammet:
Grundavvikelsen A~H för hålet och grundavvikelsen k~zc för axeln är den lägre avvikelsen; Grundavvikelsen K~ZC för hålet och grundavvikelsen a~h för axeln är den övre avvikelsen; Toleranszonerna för JS och js är symmetriskt fördelade på båda sidor om nolllinjen, och de övre och nedre avvikelserna för hålet och axeln är +IT/2 respektive -IT/2. Grundavvikelseseriediagrammet visar endast läget för toleranszonen, inte storleken på toleransen. Därför, ena änden av toleranszonen är en öppning, och den andra änden av öppningen definieras av en standardtolerans.
Grundavvikelsen och standardtoleransen, enligt definitionen av dimensionell tolerans, har följande beräkningsformler:
ES=EI+IT eller EI=ES-IT
ei=it-IT eller ei=it+IT
Toleranszonskoden för hålet och axeln består av den grundläggande avvikelsekoden och toleranszonsgradskoden.