 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe





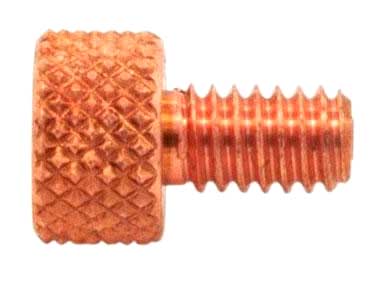
 Kopparsvarvdelar med inner- och yttergänga | Bilden till vänster visar en kopparsvarvdel med invändiga och utvändiga gängor. Vänta, något verkar fel. . . . . . Är det här koppar? |
 Kopparmunstycke för luftfuktare | Another copper air nozzle with turning processing similar to the two products in the previous picture. |
 Präglade kopparsvarvdelar | Turned parts of two types of red copper and oxygen-free copper TU. |
 Kopparsvarvdelar med gängor i båda ändar | A copper turning part with threads at both ends. The effect after nickel plating |
 Copper turning parts with ball head | Turned parts with ball heads are made by one-time turning with a forming knife. The outer circle does not need to be polished, but it is as smooth as a mirror. The size of the left picture is H6.35 (maximum outer circle) *7.9 (total length) *M3 (internal thread and hole diameter) |