 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
(1) NC-bearbetningsspårmetod
Denna bearbetningsmetod använder banan för verktygsspetsens rörelse för att forma formen på den bearbetade ytan. Vanlig svarvning, fräsning, hyvling och slipning tillhör alla verktygsspetsvägsmetoden. Formnoggrannheten som erhålls med denna metod beror huvudsakligen på noggrannheten i formningsrörelsen.
(2) Formningsmetod för CNC-bearbetning
Använd formningsverktygets geometri för att ersätta vissa formningsrörelser hos verktygsmaskinen för att erhålla formen på den bearbetade ytan. Som att bilda svarvning, fräsning, slipning, etc. Formnoggrannheten som erhålls genom formningsmetoden beror huvudsakligen på formen på verktygskanten.
(3) Idrottsutvecklingsmetod
Använda verktyget och arbetsstycket för att generera den inkluderande ytan som bildas av rörelsen för att erhålla formen på den bearbetade ytan. Som t.ex, kugghjulsformning, kugghjulsslipning, och räfflade splines är alla kinematiska genereringsmetoder. Formnoggrannheten som erhålls med denna metod beror huvudsakligen på formnoggrannheten hos skäreggen och noggrannheten hos den genererade rörelsen.
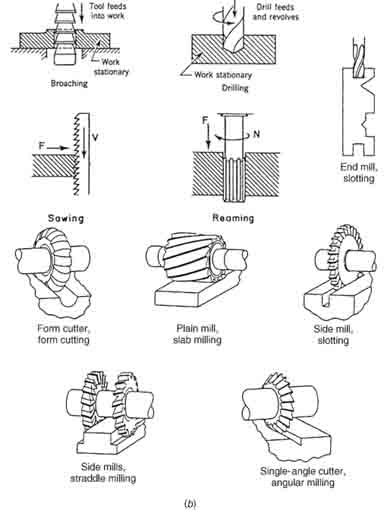
Verktygsspetsbana metod för svarvning, fräsning, hyvling och slipning
3. Metod för att erhålla positionsnoggrannhet
Vid bearbetning, noggrannheten för den bearbetade ytans position på andra ytor bestäms huvudsakligen av fastspänningen av arbetsstycket.
(1) Hitta rätt klämning direkt
Denna metod är att använda en indikator, en markeringsplatta eller visuell inspektion för att direkt lokalisera arbetsstycket på verktygsmaskinen.
(2) Markera linjen för att hitta den formella fastspänningen
Denna metod ritar först mittlinjen, symmetrilinjen och bearbetningslinjen för varje yta som ska bearbetas på ämnet enligt delritningen. Installera sedan arbetsstycket på verktygsmaskinen, och rikta in arbetsstyckets fastspänningsposition på verktygsmaskinen enligt den markerade linjen.
Denna klämmetod har låg produktivitet, låg precision, och höga krav på arbetare’ teknisk nivå. Används generellt för att bearbeta komplexa och skrymmande delar i enstaka små serier av prototypproduktion. Eller delar vars tolerans för ämnesstorlek är för stor för att klämmas fast direkt av en fixtur.
(3) Spänning med klämmor
Fixturen är specialdesignad i enlighet med kraven i den bearbetade processen. Positioneringselementet på fixturen kan få arbetsstycket att snabbt inta rätt position i förhållande till verktygsmaskinen och verktyget, och arbetsstyckets positioneringsnoggrannhet kan säkerställas utan inriktning. Fixturer har hög produktivitet och hög positioneringsnoggrannhet, men speciella fixturer måste designas och tillverkas, som används i stor utsträckning i batch- och massproduktion.