 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Bearbetning av plastprodukter eller delar kan delas in i två kategorier: enkantsverktygsbearbetning och flerbladsverktygsbearbetning. Enkantsverktygsbearbetning inkluderar svarvning, hyvling, och tandlös sågbearbetning. Flerkantsverktygsbearbetning inkluderar skärning, fräsning, stansning, tappning, och tandsågsbehandling.
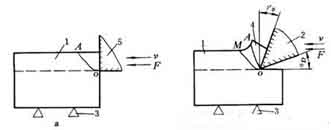
(1) Bildningsprocessen av plastchips
Formningsprocessen av plastspån extruderas av skärverktyg, som visas i figuren 1.
(2) Faktorer som påverkar skärkraften
Skärkraften genereras av deformation och friktion, så alla faktorer som påverkar deformation och friktion i skärprocessen kommer att påverka skärkraften.
Spån från bearbetade plastdelar
Figur 1. Bildning av plastspån
Skärdjupsparametrar för bearbetade plastdelar
1― Arbetsstycke; 2― Verktyg; 3― Fixtur; 4― Chips; 5― Inner
1. Typer av plast
Ju högre hållfasthet och hårdhet är arbetsstyckets material, ju större deformationsmotstånd och desto större skärkraft. Om materialets styrka och hårdhet är lika, den med större plasticitet kommer att ha större skärkraft på grund av den större friktionen mellan spånen och spånytan. Experiment har visat att skärkraften för CNC-svarvning och fräsning av plast är generellt 1/6 till 1/7 av skärkraften hos skärstål.
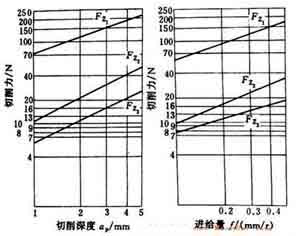
2. Inverkan av skärmängd
Ökningen av tillbakaskärningsmängden αP och matningsmängden f kommer att öka skärkraften, men graden av inflytande av de två är olika. Inverkan av de två på huvudskärkraften Fz visas i figuren 2.
Skärhastighet för bearbetade plastdelar
Figur 2. Inverkan av skärdjupet αP och matningshastigheten f på huvudskärkraften Fz
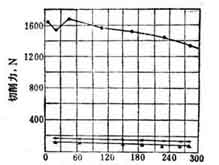
Inverkan av skärhastigheten v på huvudskärkraften Fz visas i figuren 3. Mängden tillbakaskärning är αP=1,5 mm, och mängden matning f=0,2 mm/r. Det framgår av figuren att skärhastigheten v har liten effekt på skärkraften.
Figur 3, inverkan av skärhastigheten v på huvudskärkraften Fz
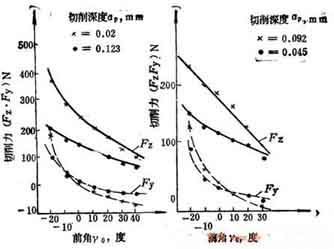
Skärkraft av bearbetade plastdelar
Figur 4, påverkan av spånvinkeln γ0 på skärkraften