 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Traditionell fräsning används mest för att fräsa enkla former/funktioner som konturer och spår. CNC-fräsmaskinen kan bearbeta komplexa konturformer och funktioner. Fräsnings- och borrbearbetningscentret kan utföra treaxlig eller fleraxlig fräsning och borrning för bearbetning, formar, inspektionsverktyg, tunnväggiga komplexa krökta ytor, pumphjulsblad, etc. Vid val av innehåll i CNC-fräsning, fördelarna och nyckelrollen för CNC-fräsmaskinen bör utnyttjas fullt ut.
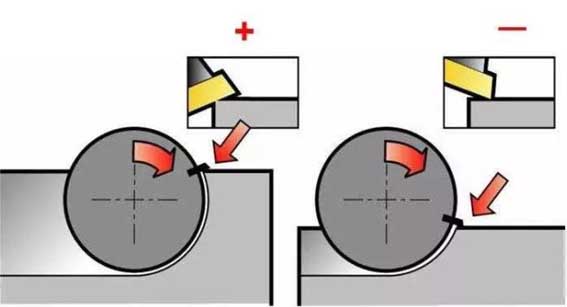
Fräsinställning för nedfräsning
Fräsinställning för uppfräsning
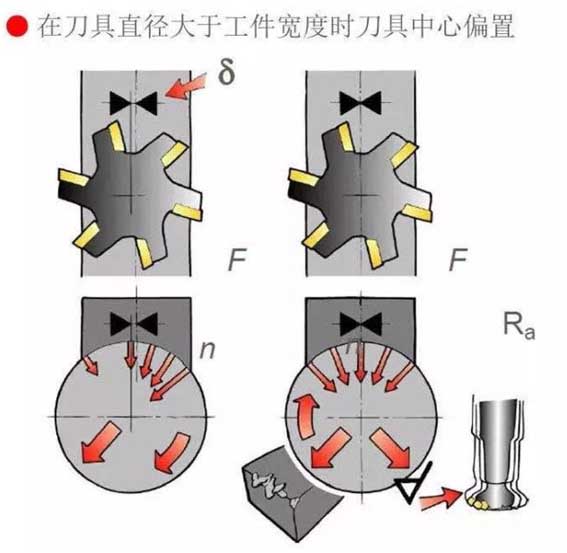
Fräsverktygets mittförskjutning när verktygsdiametern är större än arbetsstyckets bredd
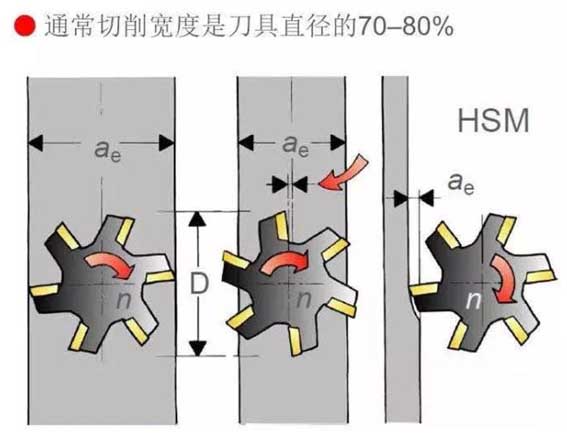
Skärbredden är 70% ~ 80% av verktygets diameter
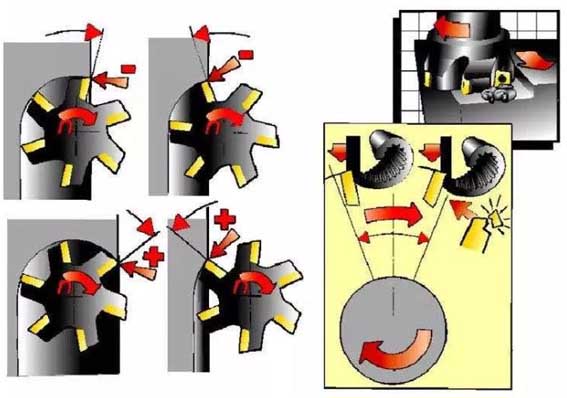
▲Fräsningsbearbetningsfall
I själva produktionen av fräsning bearbetning, den innehåller många applikationsfärdigheter såsom maskininställning, arbetsstyckets fastspänning och verktygsval. Följande är en kort sammanfattning av 4 kompletta lösningar av fräsning och 17 huvudpunkterna för fräsning. Varje punkt är värd ditt djupgående grepp.
Skicka e-postmeddelandet igen
1. Effektkapacitet
Kontrollera kraftkapaciteten och maskinens styvhet för att säkerställa att verktygsmaskinen kan använda den erforderliga fräsdiametern.
2. Arbetsstyckets stabilitet
Arbetsstyckets fastspänningsförhållanden och överväganden.
3. Verktygsöverhäng
Gör verktygsöverhänget på spindeln så kort som möjligt under bearbetningen.
4. Välj rätt fräs tanddelning
Använd rätt kuggstigning på fräsen som är lämplig för processen för att säkerställa att det inte är för många knivar involverade i skärningen, annars kommer det att orsaka vibrationer.
5. Tjockleken på det frästa arbetsstycket
För smala arbetsstycken eller vid fräsning med mellanrum, se till att det finns tillräcklig tjocklek på bladet för att ta kniven.

Använd vändskär med positiv spångeometri

Välj lämplig skärtandsdelning
6. Spårval av frässkär
Använd vändskär med positiv spångeometri så mycket som möjligt för att säkerställa smidig skärning och lägsta energiförbrukning.
7. Använd rätt foder
Genom att använda den rekommenderade maximala spåntjockleken, säkerställ korrekt matning av frässkäret som används för att uppnå rätt skäreffekt.
8. Skärriktning
Använd nedfräsning så mycket som möjligt.
9. Delöverväganden
Arbetsstyckets material och konfiguration, och kvalitetskraven på ytan som ska bearbetas.
10. Materialval av frässkär
Välj geometri och material enligt typen av arbetsstyckesmaterial och applikationstyp.
11. Vibrationsdämpade fräsverktyg
För längre överhäng som är mer än 4 gånger verktygets diameter, vibrationstendensen blir mer uppenbar, och användningen av vibrationsdämpade fräsverktyg kan öka produktiviteten avsevärt.
12. Ingångsvinkel
Välj den lämpligaste ingångsvinkeln.
13. Fräsens diameter
Välj korrekt diameter på fräsen enligt arbetsstyckets bredd.
14. Placering av fräsverktyg
Placera fräsen korrekt.
15. Skärning i och ur fräsverktyg
Det kan ses genom bågskärningen, spåntjockleken när verktyget är indraget är alltid noll, vilket kan uppnå högre matning och längre verktygslivslängd.
16. Kylvätska
Använd endast kylvätska när det anses nödvändigt. Allmänt, fräsning kan utföras bättre när ingen kylvätska används.
17. Underhåll
Följ rekommendationer för verktygsunderhåll och övervaka verktygsslitage.