 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Användningen av kortskärande verktyg är huvuddraget i femaxlig bearbetning. Korta verktyg kommer avsevärt att minska verktygsavvikelsen, därigenom erhåller en god ytkvalitet, undvika omarbetning, minska mängden svetsstång som används, och förkortning av bearbetningstiden för EDM. När man överväger femaxlig bearbetning, målen med att använda femaxliga bearbetningsformar måste beaktas:
Använd det kortaste skärverktyget för att slutföra bearbetningen av hela arbetsstycket. Det inkluderar också minskad programmering, kläm- och bearbetningstid men kan få en mer perfekt ytkvalitet.
Så länge arbetsstyckets hålrum inte är särskilt djupt (i förhållande till verktygets diameter), en treaxlig verktygsbana (2, 3, 5) är tillräcklig. Om arbetsstyckets hålrum är mycket djupt och har mycket smala delar, det räcker inte att använda en ren treaxlig verktygsbana för att slutföra hela efterbehandlingen. I detta fall, dålig ytkvalitet och lång handläggningstid blir följden. Figur 1 är fallet med en treaxlig verktygsbana. Här, det kortaste verktyget måste vara mycket långt för att kunna bearbeta alla delar av arbetsstycket i vertikal riktning.
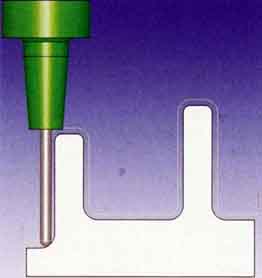
3-axelbearbetningsbana för kort verktyg
Figur 1, Treaxlig bearbetningsbana
När du använder ett kortare verktyg, spindeln ska lutas för att säkerställa att det speciella området av arbetsstycket kan bearbetas. 3+2 axelbearbetning anses vanligtvis som att ställa in en konstant vinkel mot spindeln. Komplexa arbetsstycken kan kräva många sneda vyer för att täcka hela arbetsstycket, men detta kommer att göra att verktygsbanor överlappar varandra och ökar bearbetningstiden.
Dessutom, alla sneda vyer är svåra att exakt kombinera, så arbetsbördan för manuell polering kommer att öka, och på samma gång, det kommer att öka rörelsen in och ut avsevärt, vilket ofta leder till problem med ytkvaliteten och mer verktygsrörelse.
Figur 2, 3+2 axel verktygsbana Slutligen, programmering på detta sätt kommer att störa varandra och är tidskrävande, och summan av alla vyer kan ofta inte täcka hela geometrin. Figur 2 visar fyra arbetsstyckesvyer, men det finns fortfarande ett område i mitten av arbetsstycket som inte kan täckas. Detta område behöver fortfarande en extra sned vy.
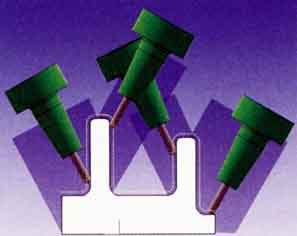
3+2 axel kort verktygsbearbetningsbana
Figur 3, 5-axelns verktygsbana

5-axel kort verktygsbearbetningsbana
För att övervinna bristerna i 3+2 axelbearbetning, femaxlig samtidig bearbetning kan vara ett bättre val, för att inte tala om att vissa femaxliga verktygsmaskiner också har några funktioner speciellt utformade för formindustrin. Femaxlig länkagebearbetning kan koordinera tre linjära axlar och två roterande axlar för att få dem att röra sig samtidigt, som löser alla problem med 3-axlig och 3+2 axelbearbetning. Verktyget kan vara mycket kort, det finns ingen överlappning av åsikter, möjligheten att missa bearbetningsområdet är mindre, och bearbetningen kan utföras kontinuerligt utan ytterligare import och export (se figur 3).