 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC machining thin-walled cavity technology
Aluminiumdelar och aluminiumhålrumsdelar deformeras under CNC-bearbetning. Utöver skälen i föregående avsnitt, i verklig drift, arbetssättet är också mycket viktigt.
1. For the cavity parts with large CNC machining allowance, för att få bättre värmeavledningsförhållanden under bearbetningsprocessen och undvika värmekoncentration, symmetrisk bearbetning bör användas under bearbetningen. If there is a 900mm thick sheet that needs to be processed to 800mm, if one side is milled and the other side is milled immediately, and the final size is processed at a time, the flatness will reach 50mm; Om du använder upprepad matningssymmetrisk bearbetning, varje sida bearbetas två gånger till den slutliga storleken, och planheten kan garanteras nå 0,3 mm.
2. If there are multiple cavities on the aluminum sheet parts, it is not advisable to use a cavity-by-cavity sequential processing method during processing, as this is likely to cause uneven stress and deformation of the parts. Flerskiktsbehandling antas, and each layer is processed to all cavities at the same time as much as possible, and then the next layer is processed to make the parts evenly stressed and reduce deformation.
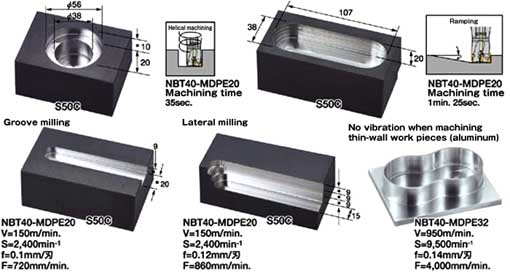
Fräsning av tunnväggiga aluminiumarbetsstycken
3. Reduce cutting force and cutting heat by changing the cutting amount. Among the three elements of cutting volume, cutting thickness has a great influence on cutting force. Om bearbetningstillägget är för stort, skärkraften för ett pass är för stor, vilket inte bara kommer att deformera delarna, men påverkar också styvheten hos verktygsmaskinens spindel och minskar verktygets hållbarhet. If the cutting thickness is reduced, produktionseffektiviteten kommer att minska kraftigt. dock, höghastighetsfräsning vid CNC-bearbetning kan lösa detta problem. While reducing the cutting thickness, as long as the feed is increased correspondingly and the speed of the machine tool is increased, skärkraften kan minskas samtidigt som bearbetningseffektiviteten säkerställs.
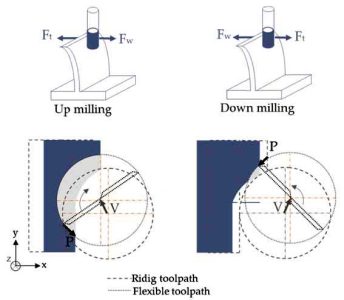
4. The order of the knife should also be paid attention to. Grov bearbetning betonar förbättringen av bearbetningseffektiviteten och strävan efter borttagningshastighet per tidsenhet. Allmänt, upside milling can be used. Det är, överskottsmaterialet på ämnets yta avlägsnas med den snabbaste hastigheten och den kortaste tiden, och den geometriska konturen som krävs för efterbehandling är i princip utformad. Tyngdpunkten i efterbehandling är hög precision och hög kvalitet, och nedfräsning bör användas. Eftersom skärtjockleken på skärtänderna minskar gradvis från maximalt till noll under nedfräsning, graden av arbetshärdning reduceras kraftigt, och samtidigt minskar graden av deformation av delarna.
Cutting sequence of thin-walled aluminum cavity
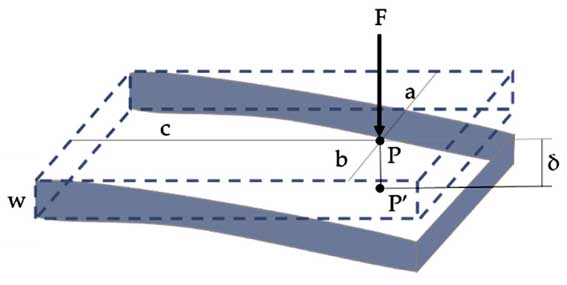
5. The thin-walled aluminum cavity workpiece is deformed due to clamping during machining, and it is unavoidable even during finishing. För att minimera deformationen av arbetsstycket, the clamping and pressing parts can be loosened just before the finishing process reaches the final size, so that the workpiece can be restored to its original state freely. Then slightly clamp and compress, as long as the workpiece can be clamped (completely by hand), så att den ideala bearbetningseffekten kan erhållas. Kortfattat, klämkraftens verkanspunkt är bäst på stödytan, and the clamping force of the fixture should act in the direction of good rigidity of the workpiece. Under förutsättningen att se till att arbetsstycket inte är löst, desto mindre klämkraft, desto bättre.
6. Vid bearbetning av aluminiumdelar med hålrum, try not to insert the milling cutter directly into the part like a drill. Som ett resultat, spånhållningsutrymmet på fräsen räcker inte, and the chip removal is not smooth, resulting in unfavorable phenomena such as parts overheating, expansion, tool collapse and tool breakage. Först, drill the hole with a drill of the same size as the milling cutter or one size larger, and then mill with the milling cutter. Alternativt, CAM-mjukvaran kan användas för att producera spiralskärningsprogrammet.
Den huvudsakliga faktorn som påverkar bearbetningsnoggrannheten och ytkvaliteten hos aluminiumdelar är att deformation är benägen att inträffa under bearbetningen av sådana delar, vilket kräver att operatörerna har viss drifterfarenhet och kompetens.