 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Utvändig svarvning som exempel, det finns tre svarvkomponenter: huvudvridkraft Fc (F Z), djupmotstånd Fp (Fy) (även kallad radiell kraft), matningsmotstånd Ff (Fx) (även kallad axialkraft).
Den huvudsakliga vridkraften är den viktigaste. Om energiförbrukningen för Ff försummas, vridkraften är Pc=Fc.v×103 (kw) där Fc och enheten N; enheten för v är m/min.
Under de första åren, skärkraftstestet vid höghastighetsvarvning utfördes. Som visas i figuren 1, vid svängning 45 stål (normalisera, HB187), när svänghastigheten ökas från 100m/min till 270m/min, huvudvridkraften minskas med ca 7%. Som visas i figuren 2, vid svarvning av gjuten aluminiumlegering ZL10 (HB45), när svänghastigheten ökas från 100m/min till 720m/min, huvudvridkraften minskas med ca 50%.
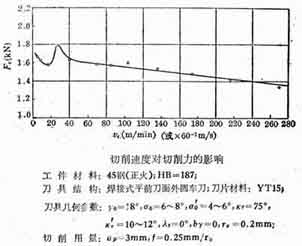
Vid svarvning av stål, effekten av skärhastighet på vridkraften
Figur 1. Effekten av vändhastighet på skärkraften vid vändning 45 stål (ap=3mmf=0,25mm/r)
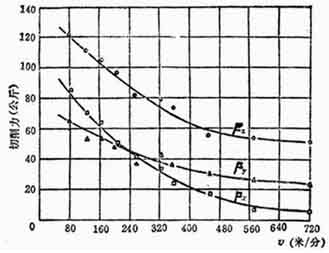
När du svänger ZL10, skärhastighetens inverkan på vridkraften
Figur 2. Effekten av svänghastighet på skärkraften vid svängning av ZL10 (ap=4mmf=0,3mm/r)
Ett universitet använde LT55 keramiskt svarvverktyg för att svarva 45 stål (släckt och härdat, HRC35–40). Förhållandet mellan vridkraft och skärhastighet visas i figuren 9. Det kan ses från figur 9 att skärkraften är som störst när svänghastigheten är ca 300m/min, och det minskar direkt. Skärkraften ändras inte mycket när svänghastigheten är över 500m/min.
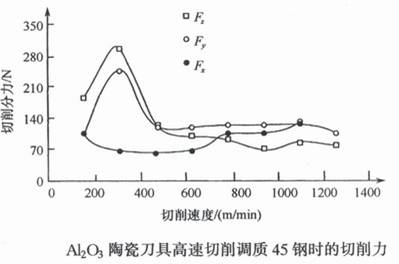
Skärkraft av keramiska verktyg vid svarvning av kylt och härdat stål
Figur 3, skärkraften vid vändning 45 kylt och härdat stål med keramiskt svarvverktyg
Ett visst universitet genomförde ett svarvkraftstest av kylt och härdat stål (HRC30–32) och härdat stål (HRC50–52). Härdat och härdat stål: ap=0,2–0,5 mm, f=0,1–0,25 mm/r, v=700~1000m/min. Härdat stål: ap=0,15–0,5 mm, f=0,1–0,25 mm/r, v=100~400m/min. En trefaktorsformel för trevägssvängkraften upprättas (Tabell 1).
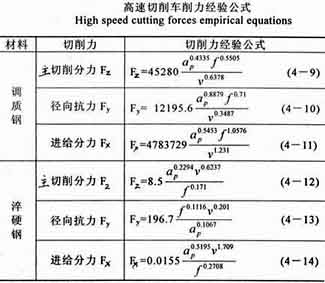
Trefaktorsformel för höghastighetsvängkraft
Tabell 1. Trefaktorsformel för höghastighetsvängkraft
Vridhastighetsmanualen listar: skärkraftsupplevelsen av att svarva konstruktionsstål av medelstort kol vid normal hastighet, formeln är
Fz=Czap1f 0,75v-0.15
Fy=Cyap0.90f 0.60v -0.3
Fx=Cxap1f 0,5v-0.4
Jämfört med Tabell 1, det är stor skillnad. Formeln i tabell 1 kan vara problematisk. Jämfört med svarvning, formeln för fräskraft är mer komplicerad, eftersom utöver de tre delarna av att minska konsumtionen, det finns också faktorer som antalet tänder på fräsen, diametern på fräsen, och fräsbredden. Den empiriska multifaktorformeln för skärkraft och vridkraft etablerad i det förflutna för pinnfräsning vid allmän skärhastighet. Svängkraftsformeln under modern höghastighetssvarvning är ännu inte känd.
Ett visst universitet fyllde denna vakans. En trefaktorsformel för vridkraft görs:
Inom intervallet ap=0,5–1 mm, f=0,05–0,2 mm/r, v=251~1256m/min,
Fc=5018ap0.344fz0.364v-0.394 (vändning 45 stål)
Fc=864ap0.384fz0.176v-0.287 (svarvad aluminiumlegering 5A02)
Det verkar som om data som erhållits från experimentet inte är idealiska, som kan användas som referens.
Ett visst universitet använde keramiska fräsar för att svarva härdat stål, höghållfast stål, och hårt nickelgjutjärn i hög hastighet och gjorde ett fruktbart svarvkraftstest.
(1) LT55 (Al2O3TiC) keramiskt verktyg för svarvhärdat 45 stål (HRC50–55), v =30~120m/min, ap=0,35–1,4 mm, f=0,08–0,32 mm/r, Fz=2525 ca 0,99 f 0.80 v-0.01(N)
(2) LT55-verktyg används för svarvning av ultrahöghållfast stål 35CrMnSiA (HRC45–48), skärmängdsintervallet är detsamma som ovan.
Fz=2779 ca 0,79 f 0.59 v -0.08(N)
(3) SG-4 (Al2O3-TiC, toalett) Keramiskt verktyg skärande härdat verktygsstål med hög kolhalt (HRC55 ~ 62), klippmängden i intervallet ovan.
Fz=3444 ca 0,88 f 0.65 v -0.12(N)
(4) SG-4 verktyg används för svarvhärdat 45 stål (HRC50–55), skärmängdsintervallet är detsamma som ovan.
Fz=2309 ap1,04 f 0.75 v -0.01(N)
(5) VID 6 (Al2O3-TiC) keramiskt verktyg för svarvning av hårt nickelgjutjärn (HRC56–62)
V =50~70m/min, ap=1,5–2,3 mm, f=0,09–0,16 mm/r
Fz=1210 ap0,73f 0,42v-0.09(N)
Skärkrafttestdata för höghastighetsvarvning av hårda material med keramiska verktyg är mer trovärdiga.