 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
This article mainly through the numerical control automatic processing and simulation processing of the complicated box cover parts. The UG CAM processing module is used for automatic numerical control programming, which optimizes the processing parameters, such as processing route, tool path, and cutting mode. And through the virtual machining process simulation to check the tool overcut, the collision and interference between the tool and the workpiece. Consider the factors that may affect milling, design its processing technology and processing, and complete the requirements. In the field of mechanical processing, you must be familiar with the above content in order to complete the processing of parts, so that the work can be completed better and faster.
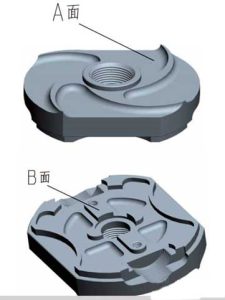
Complicated casting box cover
1. Part analysis, blank selection and UG modeling
1.1 Parts analysis
In the CNC milling process, the main content of the process analysis of the part drawing includes the process analysis of the part structure, the selection of the processing content of CNC milling, the process analysis of the part blank and the analysis of the processing plan.
För det första, we must carefully analyze and study the use, performance and working conditions of the product, and understand the position, assembly relationship and function of the parts in the product. Find out the impact of various skill requirements on assembly quality and performance, find out the main and key technical requirements, and then analyze the part drawings.
The part view expression is complete and clear, and the dimensions and related technical requirements are complete and clear.
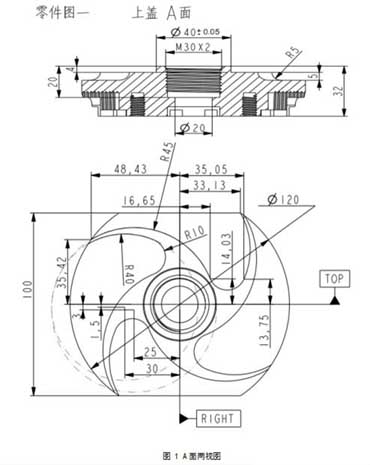
Plan view of the die-cast aluminum housing cavity cover
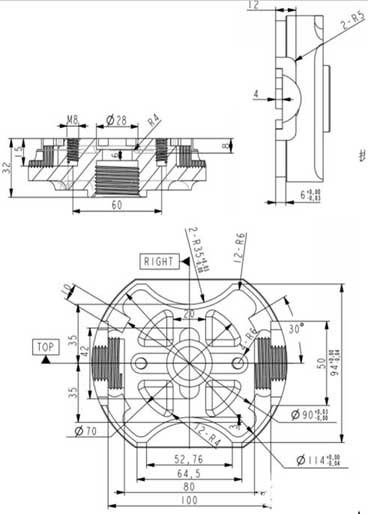
Elevation view of the aluminum housing cavity
1.2 Analysis of the blank and margin of the metal shell
1.2.1 Selection of blank shape and size
The general requirements for selecting the shape and size of the blank are: to reduce “fat heads and big ears”, and realize less or no milling processing. Därför, the shape of the blank should be close to the shape of the finished product to reduce the labor of CNC machining. But there are also the following four situations.
(1) When using forgings, when casting blanks, the amount of underpressure in the forging die is not equal to the allowable amount of wrong modulus. During casting, due to sand mold errors, shrinkage, and poor fluidity of the molten metal, the cavity cannot be filled, resulting in unequal margins. Dessutom, after casting and forging, the difference in flexural deformation of the blank will also cause insufficient machining allowance and instability. Därför, in addition to sheet materials, whether it is forgings, castings or profiles, as long as they are prepared to use CNC machining, their machining surfaces should have a sufficient margin.
(2) For small or thin parts, in order to facilitate clamping and reduce the chuck, multiple workpieces can be connected together and made from one blank.
(3) Two related parts forming the same working surface after assembly. In order to ensure the processing quality and facilitate the processing, the two pieces are often combined into a whole blank, and then cut after processing to a certain stage.
(4) For blanks that are inconvenient to clamp, consider adding additional clamping margins on the blanks, or auxiliary references such as process bosses and process lugs.