 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Geometriska rörelserelationer för kuländfräs femaxlig fräsning
Fräsning kan erhålla en bra böjd ungefärlig yta. Vid användning av ett kuländverktyg för treaxlig fräsning, den linjära matningsrörelsen i x, y, och z-riktningar kan säkerställa att verktyget skär till valfri koordinatpunkt på arbetsstycket, men verktygsaxelns riktning kan inte ändras. Den faktiska skärhastigheten för punkten på verktygsaxeln är noll, och spånutrymmet i mitten av verktyget är också mycket litet. Om dessa punkter är inblandade i skärning, de ogynnsamma skärförhållandena gör att kvaliteten på den bearbetade ytan minskar, knivslitaget ökar, och bearbetningstiden kommer att förlängas. Så att högkvalitativa verktygsmaterial inte utnyttjas fullt ut.
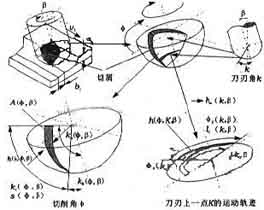
Jämfört med femaxlig och treaxlig fräsning, femaxlig fräsning har en rad fördelar. Just nu, genom rörelsen av de två roterande axlarna, riktningen för verktygsaxeln kan justeras när som helst, så att vinkeln mellan fräsaxeln och arbetsstyckets yta och den faktiska skärhastigheten förblir oförändrad. Verktygsbanan kan ställas in mer flexibelt för att uppfylla kraven för det givna topp- och daldjupet på arbetsstyckets yta. När ett kuländverktyg används för bearbetning, oavsett vilken orientering verktyget har i förhållande till arbetsstycket, spånen är alltid separerade på den halvsfäriska ytan. Därför, spån med samma geometri och storlek skärs alltid varje gång. Det som har förändrats är bladets rörelsebana när spånen separeras, såväl som kontaktförhållandena för bladet och de skärgeometriska rörelseförhållandena som bestäms därav. Med andra ord, skärprocessen och geometriska rörelseparametrar kan påverkas genom att målmedvetet ändra och bestämma verktygets position, och de två kan optimeras utifrån verktygsslitage, ytkvalitet och bearbetningsstabilitet.
Självklart, CNC-programmering för femaxlig simultan fräsning är mer komplicerad, och kräver högre datorkraft och hastighet för datorns numeriska kontroll (CNC) systemet. Medan verktygsmaskinens linjära matningsaxel krävs för att göra en stor kompensationsrörelse, det krävs också för att undvika störningar och kollision. Därför, inom formtillverkning, endast fördelarna med femaxlig fräsning kan användas för att bearbeta arbetsstycken inom ett visst område.