 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
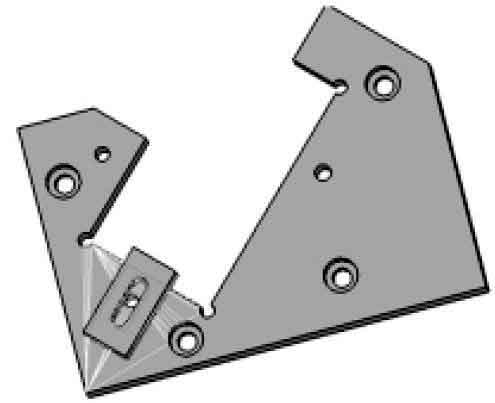
Utvecklingen av tredimensionell designprogramvara ger förutsättningar för låg kostnad, kort period, och design av positioneringsfixturer. Och det kan simulera CNC-bearbetningsdelar för verifiering. Figur 1 visar en typisk metalldel med en vinkel på 45° mot YZ- och ZX-planen:
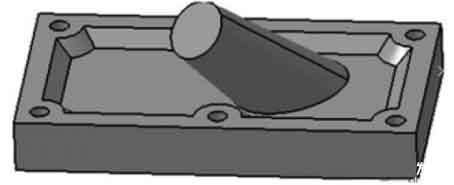
CNC-bearbetningsdelar med speciell struktur
figur 1 Att välja plan för delar CNC-bearbetning
Denna typ av delar med speciell rumslig struktur har i allmänhet 2 typer av CNC-bearbetningsmetoder:
① Förbättra verktygsmaskinens prestanda, det är, öka den ursprungliga 2,5-axliga eller 3-axliga CNC-maskinen till mer än 5 yxor;
② Designa en lämplig positioneringsfixtur och använd befintlig utrustning för bearbetning.
Med tanke på bearbetningskostnaden, det andra alternativet är uppenbarligen ett mer idealiskt val. Följande är att designa en positioneringsfixtur för denna del, och använd CATIA-programvara för att utföra solid modellering, montering, störningsdetektering, och noggrannhetsanalys av varje komponent i armaturen. Importera den designade fixturen till CNC-bearbetningsmodulen för virtuell bearbetning för att kontrollera konstruktionens genomförbarhet och korrekthet.
Design och 3D-modellering av positioneringsfixtur
Med tanke på egenskaperna hos de bearbetade delarna, säkerställa noggrannheten i behandlingen, och för att förbättra tillämpningsområdet för armaturen, positioneringsfixturen är utformad som en modulär kombinerad fixtur, som visas i figuren 2. Armaturen består huvudsakligen av 4 delar: positioneringsfäste, positioneringsplatta, styrmodul och positioneringsklämma. Positioneringsfästet är hörnstenen i hela armaturen, som direkt bestämmer positioneringens lutning, och andra delar är också installerade på den.
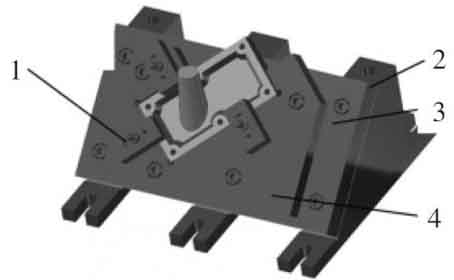
3D solid modell av positioneringsfixtur
Figur 2 Tredimensionell solid modell av positioneringsfixtur
1. Positioneringsklämma
2. Positioneringsfäste
3. Positioneringsplatta
4. Vägledningsmodul
Positioneringsplattan används för att installera styrmodulen på positioneringsfästet, och när storleken och formen på basytan på arbetsstycket som ska bearbetas med en lutning på 45° ändras, endast strukturen och storleken på guidemodulen behöver ändras. Att välja en lämplig position på positioneringsplattan för fixering gör att positioneringsklämman kan användas för ett större område. Utformningen av styrmodulen och positioneringsklämman bör baseras på den bearbetade delens struktur och form, så att den matchar den yttre ytan på den del som ska bearbetas, och höjden bör vara densamma för att underlätta monteringen av positioneringsklämman. Positioneringsklämman är generellt utformad och installerad med trepunktspositionering, och samarbetar med positioneringsplattan för att inse begränsningen av 6 frihetsgrader för de delar som ska bearbetas.
Statisk interferensinspektion av positioneringsfixtur
För att säkerställa att komponenterna i den designade fixturen kan bearbetas och monteras, och kan uppnå sin positioneringsfunktion, störningsdetektering måste utföras på fixturen.
Statisk interferensanalys inkluderar interferensen mellan fixturenheterna och interferensen mellan fixturen och arbetsstycket. Varje armatur är sammansatt av flera enheter, och kompletteringen inkluderar positionering och fastspänning. På grund av det begränsade utrymmet och den komplexa strukturen för varje enhet, och utformningen av fixturen utformas i allmänhet lager för lager, det är svårt att kontrollera utrymmets marginal och lätt att störa. Dessutom, formen på arbetsstycket är komplex, och arbetsstycket kanske inte installeras korrekt på grund av fixturenhetens placering eller struktur.
Dynamisk kollisionsdetektering av fixtur
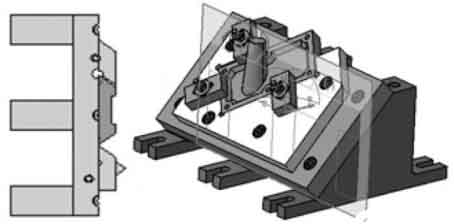
Figur 3 Schematiskt diagram över detektering av statisk interferens
Under “DMUSpaceAnalysis” modul i CATIA, utföra statisk interferensanalys på fixturen, och använd kollisionsdetektion “CheckClash” och sektionsverktyget “Sektionsdefinition” för att upptäcka fixturen.
Dynamisk interferensanalys
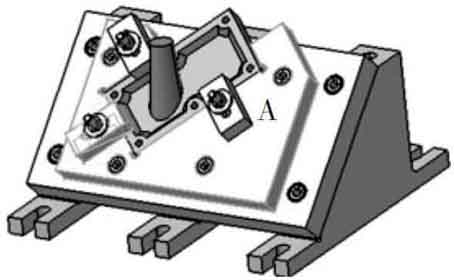
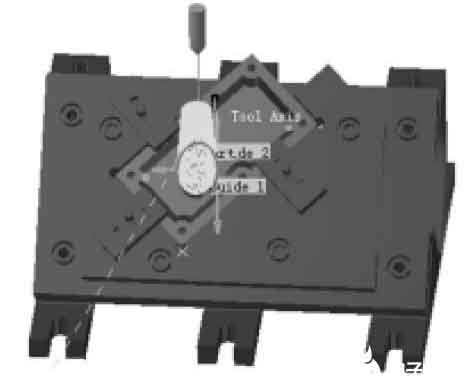
Använd “DUM Fitting” modul som tillhandahålls av CATIA för att inspektera de monterade produkterna. Det kan registrera överföringsvägen för delar under montering, analysera det dynamiska utrymme som krävs av rörliga delar vid montering av delar, och upptäcka störningar mellan delarna. Byt först “monteringsdesign” till “DUM Fitting” modul, och ge varje monteringsväg enligt fixturmonteringen, som inkluderar information om överföringsavstånd för varje komponent. Syftet är att kunna erhålla den specifika interferenspositionen och djupet när störningen inträffar, upprätta sedan monteringssimuleringen i ordning, och slutligen öppna “kollision” analys. Analysresultatet visas i figur 4.
Schematiskt diagram över statisk interferensdetektering av fixtur
Figur 4 Dynamisk kollisionsdetektering
Område A visas i figur 4 är platsen där störningar uppstår, och dess specifika display visas i figuren 5. Interferens uppstår mellan positioneringsklämman och styrmodulen. Genom analys av störningsinformationen, det dras slutsatsen att positioneringsklämman kolliderar med monteringsbanan för styrmodulen under monteringsprocessen. För störningar visas, gör följande ändringar i armaturen: Under förutsättningen att hålla positioneringspunkten och spännpunkten oförändrade, ändra den rumsliga positionen eller vissa storleksparametrar för andra delar i enheten.
Detektionsinterferensområdet för fixturen
Figur 5, området där störningar uppstår
CNC-simuleringsbearbetning
Använd “bearbetning” modul tillhandahållen av CATIA för att utföra CNC-bearbetning på arbetsstycket för att kontrollera om verktyget kolliderar med fixturen vid bearbetning av arbetsstycket, för att verifiera genomförbarheten av CNC-bearbetning. För att kunna observera om kollisionen sker intuitivt, denna artikel väljer att bearbeta den yttre konturen av dragcylindern med rumslig lutning i arbetsstycket. Först, växla den sammansatta armaturen till “Ytbearbetning” under “Maskinbearbetning” modul att utföra “Konturdriven” (konturdriven efterbehandling) på den yttre ytan av den bearbetade delen;
Välj sedan bearbetningsområdet som den del som ska bearbetas i popup-dialogrutan, och välj lämpliga parametrar för verktygsbana, inklusive valet av körriktlinje, lämpliga verktygsparametrar och verktygets utgångsväg;
Till sist, CNC-simuleringsbearbetning utförs för att generera verktygsbanan, som visas i figuren 6.
Verktygsbanor genererade av CNC-bearbetningsdelar
Figur 6, den genererade verktygsbanan
Totalt positioneringsfel för fixturen:
(Där δK= processstorlekstolerans för arbetsstycket)
Ovanstående fall kan effektivt minska kostnaderna och förkorta design- och produktionscykeln genom att använda CATIAs tredimensionella virtuella designfunktioner, design och funktionstestning av positioneringsfixturer; I hela designsammansättningen, datorn slutför processen från design till montering till simuleringsbearbetning på CNC-verktygsmaskiner, inklusive statisk och dynamisk interferensanalys. Detta är oöverträffat av traditionella designmetoder, och det är också en oundviklig trend i utvecklingen av modern fixturindustri.