 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Det finns många anledningar till deformering av aluminiumkomponenter, som är relaterade till materialet, bearbetningsverktyget, delens form, och bearbetningsutrustningen. Det finns främst följande aspekter: Deformationen som orsakas av ämnets inre spänning, deformationen som orsakas av skärkraften och skärvärmen, och den deformation som orsakas av klämkraften.
En, Processåtgärder för att minska behandlingsdeformation
1. Minska inre stress i aluminiumblomma
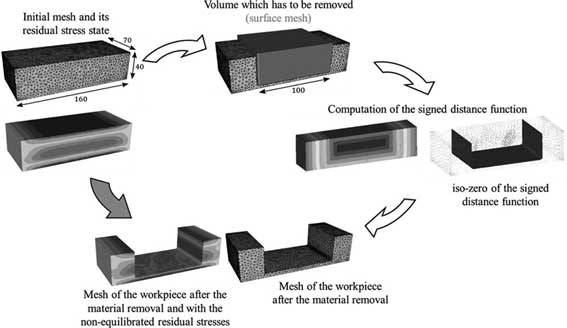
Naturlig eller konstgjord åldrande och vibrationsbehandling kan delvis eliminera den inre stressen hos det tomma. Förbehandling är också en effektiv processmetod. För stora tomma ämnen, På grund av den stora marginalen, Deformationen efter bearbetning är också stor. Om överskottsdelen av tomten bearbetas i förväg och marginalen för varje del minskas, Bearbetningsdeformationen i den efterföljande processen kan minskas. Dessutom, Efter förbehandling och placering av den under en tidsperiod, En del av den inre stressen kan också släppas.
Skäl för malning av deformation av aluminiumdelar
2. Förbättra verktygets skärförmåga
Materialet och geometriska parametrar för verktyget har ett viktigt inflytande på skärkraften och skärande värme. Rätt val av verktyg är viktigt för att minska deformationen av delar.
(1) Välj rimligen verktygsgeometriparametrarna.
① Rake -vinkeln på verktyget: Under villkoret att upprätthålla styrkan hos bladet, Rake -vinkeln ska vara på lämpligt sätt större. Å ena sidan, det kan slipa skarpa skärkanter, och å andra sidan, det kan minska skärning av deformation, Gör chipborttagningen smidig, och sedan minska skärkraften och skärningstemperaturen. Använd aldrig negativa rake -vinkelverktyg.
② Rensningsvinkeln på verktyget: Storleken på lättnadsvinkeln har en direkt effekt på slitaget på flankytan och kvaliteten på den bearbetade ytan. Att skära tjocklek är ett viktigt tillstånd för att välja lindringsvinkeln. Under grov malning, På grund av den stora matningshastigheten, Tung skärbelastning och stor värmeproduktion, Goda värmeavledningsförhållanden för verktyget krävs. Därför, Vinkeln på lättnadsvinkeln ska vara mindre. När du avslutar fräsning, Skäret krävs för att vara skarp, minska friktionen mellan flankytan och den bearbetade ytan, och minska den elastiska deformationen. Därför, Vinkeln på lättnadsvinkeln bör väljas större.
③ Helixvinkeln på verktyget: För att göra fräsningen slät och minska fräskraften, Helixvinkeln bör väljas så stor som möjligt.
④ Den inledande vinkeln på verktyget:
Om du reducerar den inledande vinkeln på verktyget kan det förbättra värmeavledningsförhållandena och minska medeltemperaturen för bearbetningsområdet.

Klippförmåga för fräsverktyg
(2) Förbättra verktygsstrukturen.
① reducera antalet tänder på frässkäraren och öka chiputrymmet. På grund av den stora plasticiteten hos aluminiummaterial, stor skärningsdeformation under bearbetningen, och större utrymme för chipkapacitet krävs, Så den nedre radien för den chip-accepterande flöjten ska vara större och antalet malningständer bör vara mindre.
② Finaktigt skärper tänderna. Grovhetsvärdet på skärets skärkant bör vara mindre än RA = 0,4UM. Innan du använder en ny kniv, Du bör använda en fin oljesten för att försiktigt slipa fram och baksidan av knivens tänder för att eliminera de återstående burrarna och små serrationer när kniven skärper. På det här sättet, Skarningsvärmen kan inte bara reduceras, men också skärningsdeformationen är relativt liten.
③ Strängt kontrollverktygsslitarstandarder. Efter att verktyget har slitits, Ytråhetsvärdet för arbetsstycket ökar, skärtemperaturen stiger, och deformationen av arbetsstycket ökar. Därför, Förutom valet av verktygsmaterial med god slitmotstånd, Verktygslitarstandarden bör inte vara större än 0,2 mm, Annars är det lätt att producera ackumulerade chip -kanter. Vid skärning, Arbetsstyckets temperatur bör i allmänhet inte överstiga 100 ° C för att förhindra deformation.
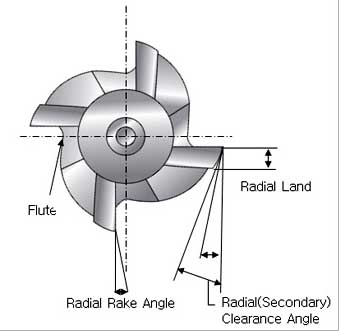
Geometriska parametrar för fräsverktyg
3. Förbättra klämmetoden för arbetsstycket
För tunnväggiga aluminiumarbetsstycken med dålig styvhet, Följande klämmetoder kan användas för att minska deformation:
① För tunnväggiga bussningsdelar, Om en tre-käke självcentrerande chuck eller vårchuck används för att klämma fast från radiell riktning, När den släpps efter bearbetning, Arbetsstycket kommer oundvikligen att deformeras. Just nu, Metoden för att trycka på det axiella ändytan med bättre styvhet bör användas. För att hitta det inre hålet i delen, Gör en självgjord gängad genom Mandrel, ärm i det inre hålet i delen, Tryck på ändytan med en täckplatta och dra sedan åt den med en mutter. Klämdeformationen kan undvikas när den yttre cirkeln bearbetas, därmed erhålla tillfredsställande bearbetningsnoggrannhet.
② Vid bearbetning av tunnväggiga och tunnplatta hålrumsarbetsstycken, Det är bäst att använda vakuumsugskoppar för att få jämnt fördelad klämkraft, och sedan bearbeta med en mindre skärmängd, som väl kan förhindra deformation av arbetsstycket.
Dessutom, En förpackningsmetod kan också användas. För att öka processstyvheten hos tunnväggiga arbetsstycken, Medium kan fyllas inuti arbetsstycket för att minska deformationen av arbetsstycket under klämma och skärning. Till exempel, Häll en urea -smälta som innehåller 3% till 6% kaliumnitrat i arbetsstycket, och efter bearbetning, fördjupa arbetsstycket i vatten eller alkohol för att lösa upp fyllmedlet och häll ut det.

Tre-käke självcentrerande chuck
4. Rimligt arrangemang av bearbetningsförfaranden
Under höghastighetsskärning, På grund av det stora bearbetningsbidraget och intermittent skärning, Malningsprocessen producerar ofta vibrationer, som påverkar bearbetningsnoggrannheten och ytråheten. Därför, CNC höghastighetsskärningsprocessen kan i allmänhet delas upp i: Rough Machining-Semi-finish bearbetning-klar hörnbearbetning och andra processer. För delar med hög precisionskrav, Det är ibland nödvändigt att utföra sekundär semi-finishing och sedan avslut. Efter grov bearbetning, Delarna kan kylas naturligt för att eliminera inre stress orsakade av grov bearbetning och minska deformation. Marginalen kvar efter grov bearbetning bör vara större än deformationsmängden, allmänt 1 till 2 mm. Under avslutning, Partsbehandlingsytan bör upprätthålla ett enhetligt bearbetningsbidrag, i allmänhet är 0,2-0,5 mm lämplig, så att verktyget är i ett stabilt tillstånd under bearbetningsprocessen. Det kan kraftigt minska skärning av deformation, få god ytbehandlingskvalitet, och säkerställa produktnoggrannhet.
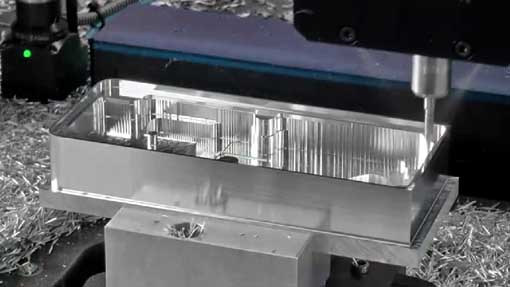
Höghastighetsskärning av aluminiumdelar