 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Den krökta ytan på elektroden bearbetas, och sedan är den tunnväggiga formen CNC-bearbetad. Om konturen bearbetas först och sedan den övre ytan bearbetas, den tunnväggiga formen är för hög vid denna tidpunkt. Under verkan av verktygets skärkraft, toppen av kopparelektroden är ofta deformerad och böjd, orsakar bearbetningsfel. Detta är också det mest troliga problemet vid bearbetning av tunna elektroder. På samma gång, eftersom det är 5,0 mm smala skåror mellan de tunna skivorna, endast ett verktyg med liten diameter kan användas för att avsluta formen på de tunna skivorna. Därför, diametern på pinnfräsen är 4,0 mm, hastigheten är 2000r/min, och matningshastigheten vf=400 mm/min. Vid efterbehandling av den krökta ytan och sedan bearbetning av elektrodformen, det bör noteras att skärdjupet inte bör vara för stort varje gång, verktygets diameter är liten, och klämlängden är längre (större än elektrodhöjden, ta 26,0 mm). Därför, det är lätt att producera överskärning; Skärtjockleken för varje lager är endast 0,4 mm; Hastigheten och matningshastigheten bör vara högre för att uppnå en viss effektivitet.
1. Inställning av specifik CNC-bearbetningsbana
De specifika CNC plus banparametrarna visas i figuren.
Bland dem, parametern för formbearbetning (XY lager att lämna) tar-0.1mm, vilket är gnistbearbetningsgapet reserverat för elektroden. Val av verktygslyftsparameter (Håll ner verktyget) är valt att inte lyfta verktyget, eftersom verktyget sänks utanför konturen och verktyget är fastställt att vara i ett säkert tomt läge, så det finns ingen anledning att ställa in verktygslyften. För att spara verktygets tomma gångtid och förbättra effektiviteten.
2. Banplanering av CNC-bearbetningsprocess
Bearbetningsprocessplaneringen av den krökta tunnväggiga elektroden har en avgörande inverkan på framgången eller misslyckandet av bearbetningen. Samma CMC-bearbetningsmetod och parameterinställningar utförs i olika bearbetningssekvenser, och de erhållna resultaten är helt annorlunda. Processplan: grov fräsform, bearbetningsram → konturgrovning av krökt yta → efterbehandling av krökt yta → tunnväggig form av efterbehandling.
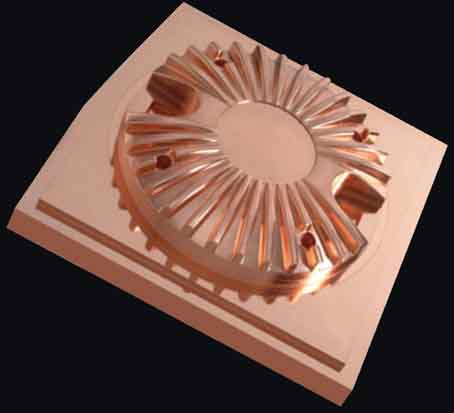
CNC-bearbetning av elektrodens yta