 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC-borrning är vidarebearbetning av hål som har borrats, gjutna eller smidda med ett borrverktyg. Det kan utföras på en svarv, borrmaskin eller fräsmaskin. CNC-borrning är en av de vanligaste hålbearbetningsmetoderna, som kan delas upp i grov tråkig, halvprecision tråkig och fin tråkig. Dimensionstoleransnivån för grov borrning är IT13~IT12, och ytråhetsvärdet är Ra12,5~6,3μm; Dimensionstoleransgraden för halvprecisionsborrning är IT10~IT9, och ytråhetsvärdet är Ra6,3~3,2μm; Den dimensionella toleransgraden för finborrning är IT8~IT7, och ytråhetsvärdet är Ra1,6~0,8μm.
Tråkig teknik för svarv
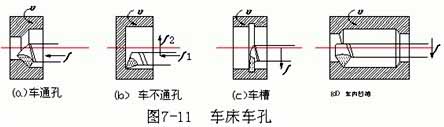
1. Vridhål av svarv
Svarvens vändhål visas i figuren 7-11. För svarvning av ogenomträngliga hål eller hål med rätvinkliga steg (Figur 7-11b), svarvverktyget kan utföra längsgående matningsrörelse först. När du skär till slutet av hålet, svarvverktyget ändras till en tvärgående matningsrörelse, och sedan bearbetas den inre ändytan. På det här sättet, den inre ändytan kan förbindas väl med hålväggen. Vrid spåret i det inre hålet (Figur 7-11d), förläng in svarvverktyget i hålet, gör den horisontella matningen först, skär till önskat djup, och gör sedan den längsgående matningsrörelsen.
Vridhålet på svarven är rotationen av arbetsstycket och rörelsen av svarvverktyget. Storleken på öppningen kan styras av skärdjupet och antalet passeringar av svarvverktyget, och operationen är bekvämare.
The turning holes of the lathe are mostly used to process the holes of the disc sleeve and small bracket parts.
Boring technology of boring machine
2. Boring machine boring processing
There are three main methods for boring processing on a boring machine:
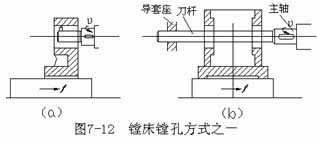
(1) The spindle of the boring machine drives the tool bar and the boring tool to rotate, and the worktable drives the workpiece to make a longitudinal feed movement, som visas i figuren 7-12. The bore diameter boring in this way is generally less than about 120mm. Figure 7-12a shows the overhanging tool bar, which should not be extended too long to avoid excessive bending and deformation. Generally used to boring holes with a small depth. Borrstången som visas i figur 7-12b är längre och används för att borra koaxialhål med långt avstånd mellan boxens två väggar. För att öka styvheten hos den tråkiga verktygsstaven, den andra änden av verktygsstången stöds i styrhylssätet på den bakre pelaren på borrmaskinen.
Inställningen av borrmaskinens plattroterande platta
(2) Borrmaskinens spindel driver verktygsstången och borrverktyget för att rotera och utföra längsgående matningsrörelse, som visas i figuren 7-13. På det här sättet, längden på huvudaxelns överhäng fortsätter att öka, och styvheten minskar i enlighet därmed. Används vanligtvis endast för tråkiga korta hål.
För ovanstående två tråkiga metoder, storleken och toleransen för öppningen bör säkerställas genom att justera längden på skärhuvudet, som visas i figuren 7-14. Justering, provborrning och mätning krävs, och formell borrning kan endast utföras efter att bländaren är kvalificerad. De tekniska kraven för dess drift är relativt höga.
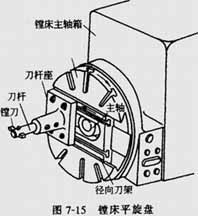
(3) Den platta roterande skivan på borrmaskinen driver borrfräsen att rotera, och arbetsbordet driver arbetsstycket för att göra en längsgående matningsrörelse.
Som visas i figuren 7-15, borrmaskinens platta roterande platta kan röra sig upp och ner med huvudstocken, och kan rotera sig själv. Den radiella verktygsstolpen i mitten kan göra radiell matningsrörelse, och kan också vara i vilken position som helst.
Som visas i figur 7-16a, använd den radiella verktygsstolpen för att göra borrverktyget i ett excentriskt läge för att borra stora hål. Denna borrmetod används ofta för hål över Φ200mm, men hålen ska inte vara för långa. Figur 7-16b, för borrning av det inre spåret, den platta roterande skivan driver borrverktyget att rotera, och den radiella verktygsstolpen driver borrverktyget för att göra en kontinuerlig radiell matningsrörelse. Om spetsen på verktyget sträcks ut från änden av verktygsfältet, hålets ändyta kan också borras.
Borrmaskinen används huvudsakligen för att borra de stödjande hålen, inre spår och ändytorna på de stora och medelstora fästena eller lådorna; borrmaskinen kan även användas för borrning, brotschning, fräsa spår och fräsa plan.
3. Tråkig teknik för fräsmaskin
Borrning på en horisontell fräsmaskin är densamma som den som visas i figur 7-12a. Borrstången är installerad i spindelns koniska hål på den horisontella fräsen för roterande rörelse, och arbetsstycket är installerat på arbetsbordet för sidomatningsrörelse.
Borra hål med flytande borrverktyg på svarv
4. Flytande borrhål
Som nämnts ovan, svarvar, borrmaskiner och fräsmaskiner använder oftast eneggade borrverktyg. I batch- eller massproduktion, det flytande borrverktyget kan användas för att avsluta hålen med stor diameter (>Φ80 mm), långt håldjup och hög precision.
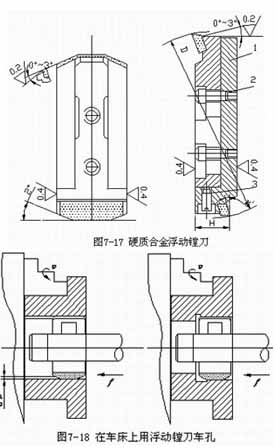
Det justerbara flytande borrblocket visas i figuren 7-17. Vid justering, lossa de två skruvarna 2 och vrid på skruven 3 för att justera det radiella läget för skärblocket 1 för att få den att anpassas till borrhålets diameter och tolerans. Det flytande borrverktyget vrider arbetsstycket på svarven som visas i figuren 7-18. När du arbetar, verktygslisten är fixerad på den fyrkantiga verktygshållaren, och det flytande borrverktygsblocket är installerat i det rektangulära hålet på verktygsstaven. Förlita sig på att balansen mellan de radiella skärkrafterna för de två kanterna automatiskt centreras, vilket kan eliminera håldiameterfelet som orsakas av installationsfelet för verktygsblocket på verktygsfältet.
Flytande borrning motsvarar i huvudsak brotschning, och dess bearbetningsersättning, uppnåbar dimensionell noggrannhet och ytojämnhet liknar de för brotschning. Fördelarna med flytande borrning är att det är enkelt och stabilt att säkerställa bearbetningskvaliteten, enkel operation, och hög produktivitet. dock, positionsfelet för originalhålet kan inte korrigeras, så hålets positionsnoggrannhet bör garanteras i föregående process.