 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
5-axelbearbetning av basdelar
Det högpresterande 5-axliga CNC-fräsningscentret, CNC-systemet har rymdkoordinatsystemets rotation och funktionen för lutande verktygskompensation, som ger möjlighet till bearbetning av vissa delar som kräver lutande ytbearbetning och hög bearbetningsnoggrannhet. Vid bearbetning i ett lutande plan, det är svårt att sammanställa ett bearbetningsprogram eftersom koordinatsystemet förändras i rymden. Behöver bryta igenom det konventionella programmeringstänkeläget för programmering, och särskild bearbetning av programmet. Den här artikeln diskuterar detta problem i samband med själva bearbetningen av modellprodukter.
Sådana delar påträffas ofta i produktionsprocessen av produkter, och de måste slås, uttråkad, och fräs på den lutande ytan. Eller så måste den bearbetas på flera lutande ytor med olika riktningar och olika lutningar i samma fastspänning, och varje lutande yta har ett högre geometriskt toleranskrav. Den konventionella metoden för att bearbeta sådana delar är att dra huvudet på sängen, rotera arbetsytan eller använd en modulär fixtur. Om bearbetningsriktningen eller bearbetningspositionen är annorlunda, en andra fastspänning och omjustering krävs, och bearbetningsprocessen är extremt besvärlig. På grund av begränsningen av spännpositionen och själva verktygsmaskinen, Delarnas bearbetningsnoggrannhet kan inte garanteras. Till exempel, in the T×× table body processing, there are many holes on the inclined surface, och den specialformade ytan är inte lätt att klämma fast, the positioning reference is not good, and the error accumulation caused by multiple clamping, sometimes the hole margin error exceeds 1mm.
In order to solve the processing problem of this kind of parts, genom kontinuerlig utforskning och kontinuerlig förbättring av processmetoder, combined with the factory’s existing machine tools, a five-axis CNC milling machining center was selected to solve this problem. Den valda verktygsmaskinen är 5-axligt länkage. In addition to 3 linjära axlar, den har också två roterande axlar (C-axeln: -360°~360°) och sväng huvudet (B-axel: 0°~110°). The control system used is FANUC160i, which has the functions of space coordinate system rotation and inclined tool compensation.
From the perspective of realizing bevel processing, multiple bevels in different directions and different angles can be punched, tråkig, tapped, milled and other processes can be completed after one clamping. Reduce the number of clamping times, reduce labor intensity, shorten the production cycle of the product, och ännu viktigare, improve the processing accuracy of the parts and ensure the consistency of product quality.
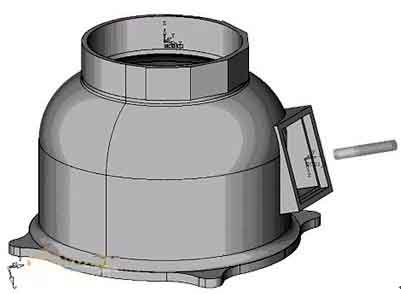
Take the processing of a certain base part as an example. The parts are shown below: To process this base, det kan ses att verktygsmaskinen ska genomföra en 2-axlig länkageinterpolation på XZ- och YZ-planen och en spindelhuvudsvängningsrörelse. För att göra verktyget vinkelrätt mot den bearbetade ytan, spindeln måste slutföra en huvudsvängningsrörelse. Having a rotating head involves a series of multi-axis machining issues such as pendulum length. Därför, it is necessary to use multi-axis programming means to complete. Programming and machine tool debugging are difficult, which puts higher demands on programmers and machine operators. I praktiska tillämpningar, med hänsyn till faktorer som att säkerställa verktygsmaskinens säkerhet, it is necessary to simulate the processing process and perform multiple air cuts to ensure that the program is correct before formal processing can be performed. Dessutom, fleraxliga programalgoritmen är ganska komplicerad, och påverkan av faktorer som pendellängd måste beaktas. Det måste finnas en specifik efterbearbetning för en viss verktygsmaskin, but the post-processing is often due to the difference in algorithms and control positions, as well as the influence of calculation stability. Programmet som erhålls genom mjukvaruefterbehandling är ofta svårt att uppfylla kraven på noggrannhet i detaljritningar när det gäller kontrollnoggrannhet.
The analysis shows that the direct cause of the increase in programming difficulty is the appearance of the inclined plane. Därför, om bearbetningsplanet kan fås att sammanfalla med det lutande planet, då kommer den här typen av problem att förvandlas till ett tvåaxligt semi-bearbetande programmeringsproblem, och programmeringssvårigheten kommer att minska avsevärt. Därför, it is conceivable to use the coordinate system conversion function of the machine tool (G68 kommando) för att få bearbetningsplanet att sammanfalla med det lutande planet. The second tool length compensation command (G432) is used to add the tool length in the vertical direction of the inclined plane. Efter ovanstående bearbetning, problemet med fasad bearbetning omvandlas till plan bearbetning att lösa, thus the programming difficulty is greatly reduced. Om du behöver bearbeta flera lutande plan samtidigt, du behöver bara rotera C-axeln till C0 (arbetsbordets nollposition, riktningen för nollläget är densamma som spindelns svängriktning), och realisera sedan bearbetningen genom att rotera koordinatsystemet och öka verktygslängden. Om bearbetningsformen är relativt enkel, programmering kan göras manuellt. Detta gör det möjligt att realisera bearbetning av flera lutande ytor, flera positioner, och flera verktygsbyten i en enda fastspänning av CNC-verktygsmaskinen.
Programstrukturen är följande:
%
N0100O0008 (Program namn)
N0102M6T1; (verktygsbyte)
N0104G0G90G56X400Y200Z260B0C0; (Flytta till referenspunkten)
N0106G432X200Z150H1Bω; (lägg till knivlängden i riktningen vinkelrätt mot det lutande planet)
N0108M3S3000; (Spindel framåtrotation)
N0110M8; (öppen skärvätska)
N0112G68X188Y0Z60I0J1K0Rω; (Koordinatsystemkonvertering, ω är rotationsvinkeln för huvudaxeln från noll till vinkelrät mot det lutande planet)
……
N0200G69; (avbryta koordinatsystemets rotation)
N0202G492X200Z300; (Lutningsverktygskompensation avbröts, flytta till en säker position)
N0204M9; (skära av vätska)
N0206Ca; (C-axelns rotation, α är den minsta vinkeln mellan den vertikala linjen i det n:te lutande planet som ska bearbetas och C0-positionen)
N0208G0G90G56X400Y200Z260B0C0; (Flytta till referenspunkten)
N0210G432X200Z150H1Bωn; (lägg till knivlängden i riktningen vinkelrätt mot det lutande planet)
N0212G68X188Y0Z60I0J1K0Rωn; (Koordinatsystemkonvertering, ωn är rotationsvinkeln när huvudaxeln svänger från noll till vinkelrät mot lutningen)
…
N0200G69; (avbryta koordinatsystemets rotation)
N0202G492X200Z300; (Lutningsverktygskompensation avbröts, flytta till en säker position)
N0204M9; (skära av vätska)
N0204M30; (programmet slutar, återgå till programhuvudet)
Även om fasbearbetningen har uppnåtts i ovanstående diskussion, den är begränsad till borrning, tråkig, tappning, och fräsning på avfasningen. De enkla formerna som består av raka linjer och bågar är begränsade till manuell programmering. Om fräsformen är mer komplicerad. Såsom fräsning av ekvationskurvor, tredimensionella krökta ytor, och bokstäver på ett lutande plan, hur man programmerar det?
Even when these similar shapes are processed on a flat surface, manual programming is not possible, and it can only be completed by CAM software. Through careful study of machine tools and CAM software, a set of software programming combined with manual programming was found to be an effective way to complete the processing and programming of such parts.
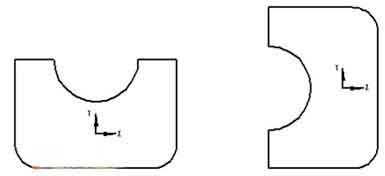
The analysis shows that in ordinary three-axis milling programming, the direction of the tool axis is always perpendicular to the XOY plane. But when the spindle deviates from the original vertical direction and the tool plane is inclined, how can the program generated on the XOY plane run correctly on the inclined plane? The analysis shows that although the coordinate system has been rotated, if the relative position of the figure (a) in the original coordinate system and the shape to be processed on the inclined plane (b) and the relative position in the new coordinate system are kept consistent on the XOY plane . Then the program generated on the XOY plane can be directly applied to bevel machining.
According to the influence of the swing head movement of the machine tool on the graphics position, the analysis shows that when drawing on the XOY plane, the graphics should be rotated 90° counterclockwise with the programming origin as the rotation center (the rotation angle should be determined according to the specific conditions of the machine tool). På det här sättet, the graphic position in the CAM software is kept consistent with the actual machining position. By adding and modifying the program head and program end, det är, lägga till koordinatsystemkonvertering och lutande verktygskompensation, mjukvaruprogrammering och manuell programmering kombineras. Detta förverkligar bearbetningen av godtyckliga komplexa former såsom fräsning av ekvationskurvor, tredimensionella krökta ytor, och bokstäver på den lutande ytan.
5-axelfräsekvationskurva på lutande plan, tredimensionell yta
Genom själva bearbetningsverifieringen, det bekräftas att metoden ligger inom det tillåtna området för maskinfunktion och slaglängd, och programmeringen av denna metod kan realisera bearbetningsprogrammeringen av vilken komplicerad form som helst på vilket lutande plan som helst.
Följande figur visar ett exempel på bearbetning av en tredimensionell krökt yta på ett 52° lutande plan:

Bearbetning av tredimensionell böjd yta