Análisis de calidad y mejora de la fundición a presión de aluminio
- PRODUCT DETAIL
Análisis de defectos de la fundición a presión de aluminio.
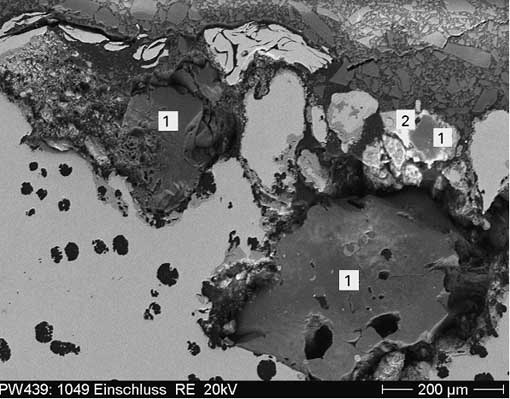
Inclusión de oxidación y escoria de fundiciones de aluminio
Características del defecto de las fundiciones a presión de aluminio: la escoria oxidada se distribuye principalmente en la superficie superior de la fundición, en las esquinas del molde de fundición por donde no pasa aire. Las fracturas son en su mayoría blanquecinas o amarillas y se detectan mediante rayos X o procesamiento mecánico. También se puede encontrar en lavado alcalino, decapado o anodizado.
porque:
1. La carga de la fundición a presión de aluminio no está limpia y la cantidad de carga utilizada es demasiado
2. Diseño deficiente del sistema de compuerta
3. La escoria del líquido de aleación no se limpia.
4. Una operación de vertido incorrecta genera escoria
5. Tiempo de reposo insuficiente después del tratamiento de refinado y deterioro.
Método de prevención:
1. La carga debe ser soplada con arena y la cantidad de carga utilizada debe reducirse adecuadamente
2. Mejorar el diseño del sistema de compuerta para aumentar su capacidad de retención de escoria.
3. Utilice el fundente adecuado para eliminar la escoria.
4. El vertido debe ser estable y prestar atención a la retención de escoria.
5. El líquido de aleación debe reposar durante un cierto período de tiempo después de refinar antes de verter

Aparecen poros y burbujas en las fundiciones de aluminio
Características del defecto: Los poros de la pared de las piezas de fundición de aluminio son generalmente redondos u ovalados, con una superficie lisa, generalmente escamas de óxido brillantes, a veces de color amarillo aceitoso. Los poros y las burbujas de la superficie se pueden encontrar mediante chorro de arena, y los poros y burbujas internos se pueden encontrar mediante fluoroscopia de rayos X o procesamiento mecánico. Las burbujas aparecen negras en la película de rayos X.
porque:
1. La aleación de fundición no es estable y hay gas involucrado
2. La arena de moldeo (núcleo) se mezcla con impurezas orgánicas (como esquejes de carbón, estiércol de caballo de base, etc.)
3. Mala ventilación del molde y el núcleo de arena.
4. Hay agujeros de contracción en la superficie del hierro frío.
5. Pobre diseño de sistema de llenado
Método de prevención:
1. Controle correctamente la velocidad de vertido para evitar enredarse con gas.
2. No se deben mezclar impurezas orgánicas en la arena de moldeo (núcleo) para reducir el desprendimiento de gas del material de moldeo.
3. Mejorar la capacidad de escape de la arena (núcleo)
4. Correcta selección y tratamiento del hierro frío.
5. Mejorar el diseño del sistema de puerta
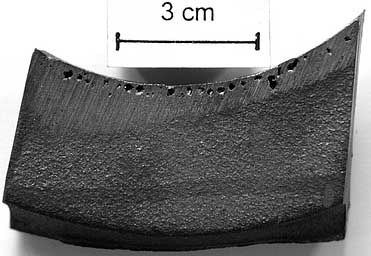
Contracción y aflojamiento de piezas de fundición a presión de aluminio
porque:
1. Efecto de alimentación deficiente de la entrada de la cavidad
2. Demasiado contenido de gas en la carga de fundición a presión
3. Sobrecalentamiento cerca del corredor en la cavidad.
4. Hay demasiada humedad en la cavidad de arena y el núcleo de arena no se seca
5. Cereales secundarios de la aleación
6. Posición incorrecta de la pieza fundida en el molde.
7. La temperatura de vertido es demasiado alta, la velocidad de vertido es demasiado rápida
Método de prevención:
1. La cavidad se llena con metal fundido del puerto de alimentación y se mejora el diseño del puerto de alimentación.
2. La carga de fundición a presión debe estar limpia y no corrosiva.
3. Se coloca un elevador en la porosidad de contracción de la pieza fundida y se coloca hierro frío o hierro frío en combinación con el elevador.
4. Controle la humedad de la arena de moldeo y seque el núcleo de arena.
5. Tomar medidas para refinar los granos de material.
6. Mejore la posición de la pieza fundida en el molde para reducir la temperatura de vertido y la velocidad de vertido.
Cuatro, hay grietas en la fundición a presión.
porque:
1. Efecto de alimentación deficiente de la entrada de la cavidad
2. Demasiado contenido de gas en la carga de fundición a presión
3. Sobrecalentamiento cerca del corredor en la cavidad.
4. Hay demasiada humedad en la cavidad de arena y el núcleo de arena no se seca
5. Cereales secundarios de la aleación
6. Posición incorrecta de la pieza fundida en el molde.
7. La temperatura de vertido es demasiado alta, la velocidad de vertido es demasiado rápida
Método de prevención:
1. La cavidad se llena con metal fundido del puerto de alimentación y se mejora el diseño del puerto de alimentación.
2. La carga de fundición a presión debe estar limpia y no corrosiva.
3. Se coloca un elevador en la porosidad de contracción de la pieza fundida y se coloca hierro frío o hierro frío en combinación con el elevador.
4. Controle la humedad de la arena de moldeo y seque el núcleo de arena.
5. Tomar medidas para refinar los granos de material.
6. Mejore la posición de la pieza fundida en el molde para reducir la temperatura de vertido y la velocidad de vertido.
Cuatro, hay grietas en la fundición a presión.
Características del defecto de la fundición a presión de aluminio.
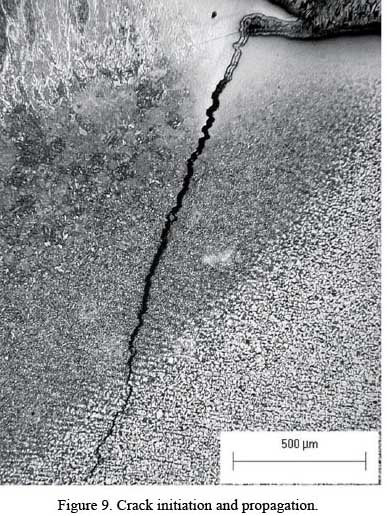
Casting crack
Las grietas se desarrollan a lo largo de los límites de los granos, a menudo acompañadas de segregación. Es un tipo de fisuras que se forman a temperaturas más altas y que son fáciles de aparecer en aleaciones con mayor contracción de volumen y fundiciones con formas más complejas.
2. Grietas por tratamiento térmico
Debido al sobrecalentamiento o sobrecalentamiento del tratamiento térmico, a menudo presenta grietas transcristalinas. Las aleaciones con gran esfuerzo y coeficiente de expansión térmica a menudo se enfrían excesivamente. O cuando hay otros defectos metalúrgicos
causa
1. El diseño de la estructura de fundición no es razonable, hay esquinas afiladas y el grosor de la pared cambia demasiado.
2. Mala concesión del molde de arena (núcleo)
3. Sobrecalentamiento local del molde.
4. La temperatura de vertido es demasiado alta
5. Es demasiado pronto para sacar la pieza del molde.
6. El tratamiento térmico está sobrecalentado o quemado y la velocidad de enfriamiento es excesiva.

Método de prevención
1. Mejorar el diseño estructural de las piezas fundidas para evitar esquinas afiladas, esforzarse por lograr un espesor de pared uniforme y una transición suave
2. Tomar medidas para aumentar la concesión de moldes de arena (núcleo)
3. Asegúrese de que todas las partes de la fundición se solidifiquen al mismo tiempo o de forma secuencial y mejore el diseño del sistema de compuerta.
4. Baje adecuadamente la temperatura de vertido
5. Controle el tiempo de enfriamiento del molde.
6. El método de corrección térmica se utiliza cuando la pieza de fundición está deformada.
7. Controle correctamente la temperatura del tratamiento térmico y reduzca la velocidad de enfriamiento del temple
El problema es que las piezas de fundición de aluminio tienen una estructura suelta, alta porosidad y contienen una variedad de impurezas metálicas y no metálicas. Las manchas blancas tienden a aparecer después de teñir la película anodizada, y la calidad de la película anodizada en las piezas de fundición de aluminio es difícil de garantizar. Al respecto, los expertos relevantes dijeron que se pueden utilizar los siguientes métodos para evitar este problema:
el primero, Utilice el método de impacto de alto voltaje y alta densidad de corriente. En la etapa inicial de anodización, se utilizan choques de alto voltaje y alta corriente para conectar los “bloques” grandes y pequeños originalmente divididos por impurezas en pedazos por choques de alta corriente.
segundo, Método de pulido de la superficie de fundición. La molienda puede llenar los poros de la fundición con el polvo de aluminio molido y actuar como un puente para conectar los bloques separados por impurezas.
tercero, Shot peening de la superficie de fundición. Antes de que se probara el método de granallado, el autor utilizó un martillo de cabeza redonda para golpear. La intención original era cerrar la brecha entre los "bloques" de bloqueo golpeando para lograr el propósito de conectar en pedazos, y el resultado fue notable. El uso de estos métodos puede evitar eficazmente la aparición de manchas blancas en la película anodizada de las piezas fundidas de aluminio después del teñido, asegurando así su calidad.
Ventajas del casting
1. Puede producir piezas con formas complejas, especialmente espacios en blanco con cavidades complejas (como calefacción)
2. Amplia adaptabilidad, se pueden fundir materiales metálicos comúnmente utilizados en la industria. Unos pocos gramos ~ cientos de toneladas.
3. Amplias fuentes de materias primas. El precio es bajo. Chatarra, chatarra, chips
4. La forma y tamaño de la fundición es muy parecida a la de la pieza, reduciendo la cantidad de corte, que es menor y sin cortar.










