 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Rozmery výkresov obrábaných dielov: štandardné tolerancie a základné odchýlky, drsnosť povrchu, presnosť, plochosť, pozíciu, paralelizmus, koaxiálnosť, atď.
| Tolerancia tvaru a polohy | Stupeň polohy | Paralelizmus | Sústrednosť | Vertikálnosť | Úplná presnosť skoku | Symetria | Plochosť | Valcovitosť | Okrúhlosť | Drsnosť |
| symbol | ||||||||||
| presnosť merania | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra 0,01 |
| Presnosť obrábania | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra 0,04 |
Symbol drsnosti povrchu dielov
Pojem drsnosti povrchu dielu
Na povrchu časti sú vrcholy a údolia s malými rozostupmi, a mikro-geometrické charakteristiky ním tvorené sa nazývajú drsnosť povrchu. Pri CNC obrábaní dielov, vzniká v dôsledku stôp po nástroji, ktoré nástroj zanecháva na povrchu dielu a plastickej deformácie povrchového kovu pri CNC rezaní a štiepaní.
Drsnosť povrchu dielov je zároveň technickým ukazovateľom na hodnotenie kvality povrchu dielov. Má vplyv na zodpovedajúce vlastnosti, pracovná presnosť, odolnosť proti opotrebovaniu, odolnosť proti korózii, tesnenie, vzhľad, atď. častí.
Kód, symbol a značka drsnosti povrchu
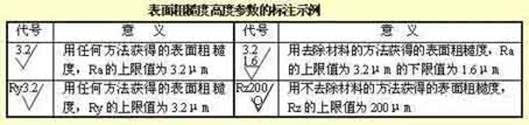
GB/T 131-1993 špecifikuje kód drsnosti povrchu a jeho zápis. Symboly na výkrese, ktoré označujú drsnosť povrchu dielov, sú uvedené v tabuľke nižšie.
Hodnotiace parametre drsnosti povrchu dielov sú:
1) Aritmetický priemer odchýlky obrysu (Ra)
V rámci dĺžky vzorkovania, aritmetický priemer absolútnej hodnoty posunu obrysu. Hodnota Ra a vzorkovacia dĺžka l. Pozri tabuľku.
2) Maximálna výška profilu (Rz)
Vzdialenosť medzi hornou čiarou píku obrysu a spodnou čiarou píku obrysu v rámci dĺžky vzorkovania.
Poznámky: Pri jeho použití sa uprednostňuje parameter Ra.
Požiadavky na značenie na drsnosť povrchu
1) Príklad kódového označenia drsnosti povrchu
Keď sú parametre výšky drsnosti povrchu Ra, Rz, Ry sú v kóde označené číselnými hodnotami, okrem toho, že kód parametra Ra možno vynechať. Ostatné parametre je potrebné označiť príslušným kódom parametra Rz alebo Ry pred hodnotou parametra. Príklady označovania nájdete v tabuľke.
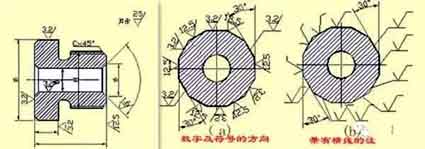
2) Spôsob označovania čísel a symbolov v drsnosti povrchu drsnosti povrchu
Spôsob označovania symbolov drsnosti povrchu na výkresoch
1) Kód drsnosti povrchu (symbol) treba vo všeobecnosti zaznamenať na viditeľnej obrysovej čiare, hraničná čiara veľkosti alebo ich predlžovacia čiara, a hrot symbolu musí smerovať k povrchu z vonkajšej strany materiálu.
2) Smer čísel a symbolov v kóde drsnosti povrchu musí byť označený podľa potreby.
2) Maximálna výška profilu (Rz)
Vzdialenosť medzi hornou čiarou píku obrysu a spodnou čiarou píku obrysu v rámci dĺžky vzorkovania.
Poznámky: Pri jeho použití sa uprednostňuje parameter Ra.
Požiadavky na značenie na drsnosť povrchu
1) Príklad kódového označenia drsnosti povrchu
Keď sú parametre výšky drsnosti povrchu Ra, Rz, Ry sú v kóde označené číselnými hodnotami, okrem toho, že kód parametra Ra možno vynechať. Ostatné parametre je potrebné označiť príslušným kódom parametra Rz alebo Ry pred hodnotou parametra. Príklady označovania nájdete v tabuľke.
2) Spôsob označovania čísel a symbolov v drsnosti povrchu drsnosti povrchu
Spôsob označovania symbolov drsnosti povrchu na výkresoch
1) Kód drsnosti povrchu (symbol) treba vo všeobecnosti zaznamenať na viditeľnej obrysovej čiare, hraničná čiara veľkosti alebo ich predlžovacia čiara, a hrot symbolu musí smerovať k povrchu z vonkajšej strany materiálu.
2) Smer čísel a symbolov v kóde drsnosti povrchu musí byť označený podľa potreby.
Príklad označovania drsnosti povrchu
Na rovnakom výkrese, každý povrch je spravidla označený kódom (symbol) iba raz, a čo najbližšie k príslušnej kótovacej čiare. Keď je priestor úzky alebo je nepohodlné označovať, môže to viesť k označeniu. Keď všetky povrchy dielov majú rovnaké požiadavky na drsnosť povrchu, môžu byť jednotne označené v pravom hornom rohu výkresu. Keď väčšina povrchov dielov má rovnaké požiadavky na drsnosť povrchu, najpoužívanejší kód (symbol) môžu byť súčasne označené v pravom hornom rohu výkresu, a slovo “zvyšok” sa doplní. Výška rovnomerne vyznačeného kódu drsnosti povrchu (symbol) a vysvetľujúci text by mal byť 1.4 násobok rysovacej značky.
Súvislé plochy na častiach, povrchy opakujúcich sa prvkov (ako sú diery, zuby, drážky, atď.), a ten istý povrch, ktorý nie je súvislý tenkými plnými čiarami. Kód drsnosti povrchu (symbol) číslo je uvedené len raz.
Keď sú na rovnakom povrchu rôzne požiadavky na drsnosť povrchu, na nakreslenie deliacej čiary by sa mali použiť tenké plné čiary, a treba si všimnúť zodpovedajúci kód a veľkosť drsnosti povrchu.
Keď zub (zub) tvar nie je nakreslený na pracovnej ploche ozubených kolies, vlákna, atď., kód drsnosti povrchu (symbol) metóda zápisu.
Pracovná plocha stredového otvoru, pracovná plocha kľúčovej drážky, kód drsnosti povrchu skosenia, a zaoblený roh je možné zjednodušiť a označiť.
Keď je potrebné diely čiastočne tepelne spracovať alebo čiastočne pokovovať (potiahnuté), na nakreslenie rozsahu a označenie zodpovedajúcich rozmerov by sa mali použiť hrubé bodkované čiary. Dá sa napísať aj na vodorovnú čiaru dlhej strany symbolu drsnosti povrchu.
Čísla a symboly v drsnosti povrchu
Štandardná tolerancia a základná odchýlka
5. Štandardná tolerancia a základná odchýlka
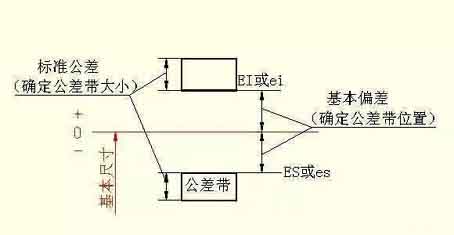
S cieľom uľahčiť výrobu, realizovať zameniteľnosť dielov a spĺňať rôzne požiadavky na použitie, národný štandard “Limity a prispôsobenia” stanovuje, že tolerančné pásmo pozostáva z dvoch prvkov: štandardná tolerancia a základná odchýlka. Štandardná tolerancia určuje veľkosť tolerančnej zóny, a základná odchýlka určuje umiestnenie tolerančnej zóny.
1) Štandardná tolerancia (IT)
Štandardná hodnota tolerancie je určená základným rozmerom a tolerančnou triedou. Úroveň tolerancie je značka na určenie presnosti veľkosti. Štandardná tolerancia je rozdelená na 20 úrovne, menovite, IT01, IT0, IT1, …, IT18. Jeho presnosť veľkosti klesá z IT01 na IT18. Konkrétne hodnoty štandardných tolerancií nájdete v príslušných normách.
Základná odchýlka CNC obrábania
2) Základná odchýlka
Základná odchýlka sa vzťahuje na hornú alebo dolnú odchýlku tolerančnej zóny vzhľadom na polohu nulovej čiary v štandardnom limite a úprave, a všeobecne sa vzťahuje na odchýlku blízko nulovej čiary. Keď je tolerančná zóna nad nulovou čiarou, základná odchýlka je najnižšia odchýlka; Práve naopak, je horná odchýlka. seno 28 základné odchýlky celkom, a kódové názvy sú vyjadrené latinkou, s veľkými písmenami ako dierou a malými písmenami ako osou.
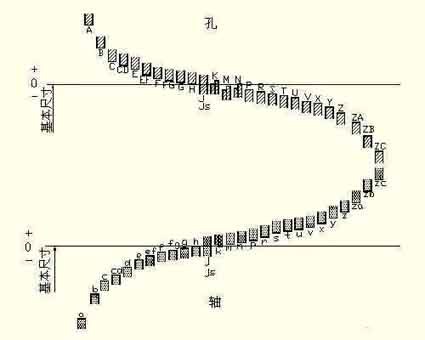
Je to vidieť zo základného diagramu radu odchýlok:
Základná odchýlka A~H otvoru a základná odchýlka k~zc hriadeľa sú spodnou odchýlkou; Základná odchýlka K~ZC otvoru a základná odchýlka a~h hriadeľa sú hornou odchýlkou; Tolerančné zóny JS a js sú symetricky rozdelené na obe strany nulovej čiary, a horná a dolná odchýlka otvoru a hriadeľa sú +IT/2 a -IT/2 v tomto poradí. Diagram základnej série odchýlok zobrazuje iba polohu tolerančnej zóny, nie veľkosť tolerancie. Preto, jeden koniec tolerančnej zóny je otvor, a druhý koniec otvoru je definovaný štandardnou toleranciou.
Základná odchýlka a štandardná tolerancia, podľa definície rozmerovej tolerancie, majú nasledujúce vzorce výpočtu:
ES=EI+IT alebo EI=ES-IT
ei=es-IT alebo es=ei+IT
Kód tolerančnej zóny otvoru a hriadeľa sa skladá z kódu základnej odchýlky a kódu stupňa tolerančnej zóny.