Všeobecný technický kód pre sústružnícke spracovanie kovov (JB/T9168.2-1998)
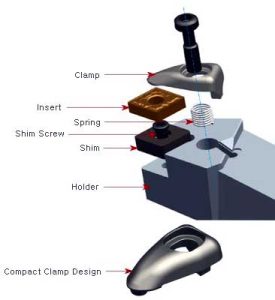
Upínanie sústružníckych nástrojov
1) Stopka sústružníckeho nástroja by nemala vyčnievať príliš dlho z držiaka nástroja, a všeobecná dĺžka by nemala presiahnuť 1.5 krát výška stopky nástroja (okrem sústružníckych otvorov, drážky, atď.)
2) Stredová čiara nástrojovej lišty sústružníckeho nástroja by mala byť kolmá alebo rovnobežná so smerom rezu.
3) Nastavenie výšky hrotu nástroja:
(1) Pri otáčaní čelnej plochy, otočný kužeľový povrch, sústruženie závitu, sústruženie tvárniacej plochy a rezanie pevných obrobkov, hrot nástroja by mal mať vo všeobecnosti rovnakú výšku ako os obrobku.
(2) Hrubé otáčanie vonkajšieho kruhu, jemné vytočenie otvoru, a hrot nástroja by mal byť vo všeobecnosti o niečo vyššie ako os obrobku.
(3) Pri otáčaní čapov štíhleho hriadeľa, hrubé sústružnícke otvory, a rezanie dutých obrobkov, hrot nástroja by mal byť spravidla o niečo nižšie ako os obrobku.
4) Osa uhla špičky nástroja na sústruženie závitov by mala byť kolmá na os obrobku.
5) Pri upínaní sústružníckeho nástroja, podložky pod lištou by mali byť malé a ploché, a skrutky na lisovanie sústružníckeho nástroja by mali byť utiahnuté.
Upínanie dielov sústružníckeho kovania
1) Pri použití trojčeľusťového samostrediaceho skľučovadla na upnutie obrobku na hrubé sústruženie alebo dokončovacie sústruženie, ak je priemer obrobku menší ako 30 mm, dĺžka presahu obrobku by nemala byť väčšia ako 5 krát priemer. Ak je priemer obrobku väčší ako 30 mm, dĺžka presahu obrobku by nemala byť väčšia ako 3 krát priemer.
2) Pri použití štvorčeľusťového jednočinného skľučovadla, predná doska, uhlové železo (ohnutý plech), atď. na upínanie nepravidelných a ťažkých obrobkov, treba pridať protizávažie.
3) Pri obrábaní obrobkov s čapom hriadeľa medzi upínacími prostriedkami náprstka, pred otáčaním nastavte stredovú os koníka tak, aby sa zhodovala s osou vretena sústruhu.
4) Pri obrábaní štíhleho hriadeľa medzi dvoma náprstkovými prípravkami, mal by sa použiť držiak nástroja alebo stredový držiak. Počas spracovania dávajte pozor na nastavenie hornej uťahovacej sily, a úvrať a stredový rám treba namazať.
5) Pri použití koníka, predĺžte rukáv čo najkratšie, aby ste znížili vibrácie.
6) Pri upínaní obrobku s malou nosnou plochou a vysokou výškou na vertikálnom aute, použite zdvihnutú čeľusť a pridajte spojovaciu tyč alebo prítlačnú dosku do vhodnej polohy na stlačenie obrobku.
7) Pri otáčaní odliatkov a výkovkov kolies a objímok, mali by byť zarovnané podľa nespracovaného povrchu, aby sa zabezpečila rovnomerná hrúbka steny po spracovaní.
Proces sústruženia hardvérových častí
1) Pri otáčaní stupňovitého hriadeľa otočného stola, aby sa zabezpečila tuhosť pri otáčaní, vo všeobecnosti by sa mala najskôr otočiť poloha s väčším priemerom, a polohu s menším priemerom treba otočiť neskôr.
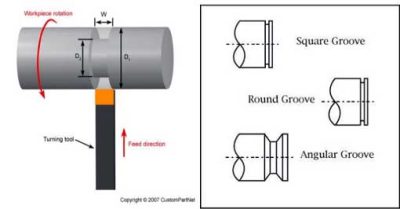
2) Pri drážkovaní obrobku na hriadeli, malo by sa vykonať pred dokončením, aby sa zabránilo deformácii obrobku.
3) Pri dokončovaní otáčania závitového hriadeľa, vo všeobecnosti by ste mali po navlečení dokončiť otáčanie polohy bez závitu.
4) Pred vŕtaním, čelná plocha obrobku by mala byť otočená naplocho. Ak je to nevyhnutné, najprv vyvŕtajte stredový otvor.
5) Pri vŕtaní hlbokých otvorov, vo všeobecnosti najskôr vyvŕtajte vodiace otvory.
6) Pri otáčaní (Φ10 – Φ20) ㎜ diery, priemer nástrojovej lišty by mal byť 0,6-0,7 násobok priemeru spracovávaného otvoru;
Pri obrábaní otvorov s priemerom väčším ako Φ20 mm, vo všeobecnosti by sa mal používať držiak nástroja s otočnou hlavou.
7) Pri sústružení viacerých závitov alebo viacerých červíkov, skúste rezať po nastavení prevodov.
8) Pri použití automatického sústruhu, nastavte vzájomnú polohu nástroja a obrobku podľa nastavovacej karty obrábacieho stroja. Po dokončení úpravy, je potrebné skúšobné otáčanie, a prvá časť môže byť spracovaná až po jej kvalifikácii;
Dávajte pozor na opotrebovanie nástroja a veľkosť obrobku a drsnosť povrchu kedykoľvek počas spracovania.
9) Pri sústružení na zvislom sústruhu, po nastavení stojana nástroja, lúč nemožno ľubovoľne posúvať.
10) Keď má príslušný povrch obrobku požiadavky na toleranciu polohy, pokúste sa dokončiť sústruženie jedným upnutím.
11) Pri otáčaní polotovaru valcového ozubeného kolesa, otvor a referenčná čelná plocha musia byť spracované pri jednom upnutí. Ak je to nevyhnutné, v blízkosti indexového kruhu ozubeného kolesa na čelnej strane by mala byť nakreslená čiara označenia.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe