 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Presnosť obrábania sa vzťahuje na mieru skutočných geometrických parametrov (veľkosť, tvar a polohu) dielu po spracovaní vyhovovať ideálnym geometrickým parametrom uvedeným na výkrese. Čím vyšší je stupeň tejto zhody, tým vyššia je presnosť CNC obrábania.
V procese, vplyvom rôznych faktorov, v skutočnosti je nemožné spracovať každý geometrický parameter dielu tak, aby presne zodpovedal ideálnemu geometrickému parametru, a vždy budú nejaké odchýlky. Tento druh odchýlky je chyba CNC obrábania.
Vŕtanie obrábacej dutiny
1. Spôsob získania rozmerovej presnosti dielu
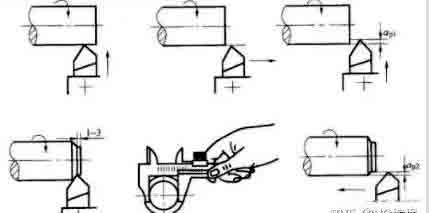
(1) Skúšobná metóda rezania
Teda, najprv skúste vyrezať malú časť opracovanej plochy, a zmerajte veľkosť skúšobného rezu. Adjust the position of the cutting edge of the tool relative to the workpiece according to the processing requirements, try to cut again, and measure again. After two or three trial cuts and measurements, when the processed size meets the requirements, the entire surface of the part to be processed is then cut.
Test cutting method by “trial cut – Measurement – adjustment – again cut”, is repeated until achieve the required dimensional accuracy. Napríklad, machining cavity boring.
The precision achieved by the trial-cut method may be very high, and it does not require a complicated device, but this method is time-consuming (requires multiple adjustments, trial cuts, measurements, and calculations) and is low in efficiency. It also depends on the skill level of the workers and the precision of the measuring instruments, and the quality is unstable, takže sa používa len na prototypovú malosériovú výrobu.
Ako typ metódy skúšobného rezu: simulované párovanie. Vychádza z opracovanej časti, spracovanie iného zhodného obrobku, alebo kombináciou dvoch (alebo viac ako dve) obrobky dohromady na spracovanie. Požiadavka na konečnú spracovanú veľkosť pri simulačnom párovaní vychádza z požiadaviek na párovanie so spracovávanými dielmi.
(2) Spôsob úpravy
Na nastavenie presných relatívnych polôh obrábacích strojov použite vzorové alebo štandardné diely, zariadenia, rezné nástroje a obrobky na zabezpečenie rozmerovej presnosti obrobkov. Pretože veľkosť je upravená vopred, nie je potrebné znovu skúšať rezanie počas spracovania, a veľkosť sa získa automaticky. A veľkosť zostáva nezmenená počas šarže spracovania dielov, toto je spôsob úpravy. Napríklad, pri použití prípravku frézky, poloha nástroja je určená blokom nástroja. Podstatou spôsobu nastavovania je použitie zariadenia s pevným zdvihom alebo zariadenia na nastavenie nástroja na obrábacom stroji alebo prednastavenom stojane nástroja. Nechajte nástroj dosiahnuť určitú presnosť polohy vzhľadom na obrábací stroj alebo prípravok, a potom spracovať dávku obrobkov.
Je to tiež druh spôsobu nastavenia na podávanie nástroja podľa číselníka a následné rezanie na obrábacom stroji. Táto metóda potrebuje určiť mierku na číselníku podľa metódy skúšobného rezu. V hromadnej výrobe, zariadenia na nastavovanie nástrojov, ako sú zarážky s pevným dosahom, prototypy, a šablóny sa často používajú na úpravu.
Metóda úpravy má lepšiu stabilitu presnosti spracovania a vyššiu produktivitu ako metóda skúšobného rezu. Požiadavky na obsluhu obrábacích strojov nie sú vysoké, ale požiadavky na nastavovače obrábacích strojov sú vysoké. Často sa používa v sériovej a hromadnej výrobe.
(3) Spôsob nastavenia veľkosti
Spôsob použitia zodpovedajúcej veľkosti nástroja na zabezpečenie veľkosti spracovávaného obrobku sa nazýva metóda nastavenia veľkosti. Na spracovanie používa nástroje štandardnej veľkosti, a veľkosť obrobenej plochy je určená veľkosťou nástroja. Teda, nástroj s určitou rozmerovou presnosťou (ako je výstružník, vŕtačku, atď.) slúži na zabezpečenie presnosti obrobku (ako je diera).
Metóda nastavenia veľkosti je ľahko ovládateľná, vysoká produktivita, a relatívne stabilná presnosť spracovania, takmer irelevantné pre úroveň zručností pracovníkov. S vysokou produktivitou, je široko používaný v rôznych typoch výroby. Napríklad, vŕtanie, vystružovanie, atď.
Metóda automatického získavania rozmerovej presnosti CNC obrobku
(4) Aktívna metóda merania
V procese spracovania, merať veľkosť spracovania dielu počas spracovania, a porovnať nameraný výsledok s veľkosťou, ktorú vyžaduje konštrukcia. Alebo nechajte obrábací stroj pokračovať v práci, alebo aby stroj prestal fungovať, toto je aktívna metóda merania.
V súčasnosti, veľkosť v aktívnom meraní je možné zobraziť digitálne. Aktívna metóda merania pridáva meracie zariadenie do procesného systému (to jest, jednota obrábacích strojov, nástrojov, prípravky a obrobky) a stáva sa jeho piatym faktorom.
Aktívna metóda merania má stabilnú kvalitu a vysokú produktivitu, čo je smer vývoja.
(5) Automatická metóda ovládania
Táto metóda pozostáva z meracieho zariadenia, podávacie zariadenie a riadiaci systém. Kombinuje meranie, podávacie zariadenie a riadiaci systém do systému automatického spracovania, a proces spracovania je automaticky dokončený systémom.
Séria úloh, ako je meranie veľkosti, nastavenie kompenzácie nástroja, spracovanie rezania, a zastavenie stroja sa automaticky dokončí, automatické dosiahnutie požadovanej rozmerovej presnosti. Napríklad, pri spracovaní na CNC obrábacom stroji, časti sú riadené rôznymi inštrukciami programu na riadenie postupnosti spracovania a presnosti spracovania.
Existujú dva špecifické spôsoby automatického ovládania:
① Automatické meranie znamená, že stroj má zariadenie na automatické meranie veľkosti obrobku. When the workpiece reaches the required size, the measuring device will issue an instruction to make the machine tool retract automatically and stop working.
② Digital control means that there are servo motors, rolling screw nuts and a complete set of digital control devices in the machine tool to control the precise movement of the tool post or worktable. The acquisition of dimensions (movement of the tool post or movement of the worktable) is automatically controlled by a pre-programmed program through a computer digital control device.
The initial automatic control method was completed by using active measurement and mechanical or hydraulic control systems. Pre-arranged procedures according to processing requirements have been widely used. Programom riadený obrábací stroj vydaný riadiacim systémom na vykonávanie práce alebo digitálne riadený obrábací stroj vydaný riadiacim systémom na vykonávanie digitálnych informačných pokynov. A dokáže sa prispôsobiť zmene podmienok spracovania v procese spracovania, automaticky upraví množstvo spracovania, a realizovať optimalizáciu procesu spracovania podľa zadaných podmienok.
Spracovanie metódou automatického riadenia má stabilnú kvalitu, vysoká produktivita, dobrá flexibilita spracovania, a dokáže sa prispôsobiť viacodrodovej produkcii. Je to súčasný vývojový smer strojárskej výroby a základ počítačom podporovanej výroby (CAM).