 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC presné obrábanie zahŕňa predovšetkým jemné sústruženie, fajn nuda, jemné frézovanie, jemné brúsenie a procesy brúsenia:
(1) Jemné sústruženie a jemné vyvrtávanie: Väčšina z presnej ľahkej zliatiny (zliatina hliníka alebo horčíka, atď.) diely v lietadle sa väčšinou spracúvajú touto metódou. Vo všeobecnosti, používajú sa prírodné monokryštálové diamantové nástroje, a polomer oblúka lopatky je menší ako 0.1 mikrónov. Obrábanie na vysoko presnom sústruhu môže dosiahnuť presnosť 1 mikrón a nerovnosť povrchu s priemerným výškovým rozdielom menším ako 0.2 mikrónov, a presnosť súradníc môže dosiahnuť ±2 mikróny.
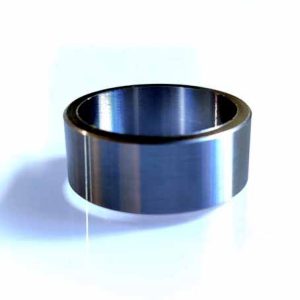
Obrábanie a brúsenie neštandardných ocelí, zliatina, nehrdzavejúca oceľ: piesty, turbínové rukávy, pevné rukávy, dištančné krúžky, podložky, držiaky hriadeľa, kovové prevody, piestové valce (černenie/fosfátovanie)
 Presné piestové brúsenie |
 Pokovovanie objímky turbíny |
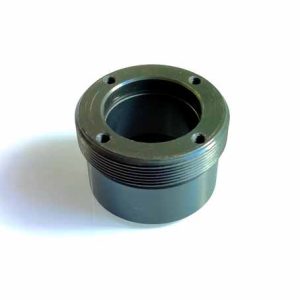 Čiernenie a fosfátovanie pevnej objímky |
 Dištančný krúžok, práčka |
 Sedlo na upevnenie hriadeľa |
 Kovový prevod |
(2) Jemné frézovanie: používa sa na spracovanie konštrukčných dielov z hliníka alebo zliatiny berýlia so zložitými tvarmi. Spoľahnite sa na presnosť vodiacej koľajnice a vretena obrábacieho stroja, aby ste dosiahli vysokú presnosť vzájomnej polohy. Vysokorýchlostné frézovanie pomocou jemne brúsenej diamantovej hlavy môže získať presný zrkadlový povrch.
(3) Jemné brúsenie: používa sa na obrábanie častí hriadeľa alebo otvorov. Väčšina týchto častí je vyrobená z kalenej ocele, ktorý má vysokú tvrdosť. Väčšina vysoko presných vretien brúsok používa statické tlakové alebo dynamické tlakové kvapalinové ložiská na zabezpečenie vysokej stability. Na konečnú presnosť brúsenia nemá vplyv len tuhosť vretena a lôžka obrábacieho stroja, ale súvisí aj s výberom a vyvážením brúsneho kotúča, a presnosť obrábania stredového otvoru obrobku. Jemným brúsením možno dosiahnuť rozmerovú presnosť 1 mikrón a neguľatosť 0.5 mikrón.
(4) Brúsenie: Využite princíp párovania dielov na selektívne spracovanie nepravidelných konvexných dielov na spracovanom povrchu. Priemer abrazívnych častíc, reznú silu a rezné teplo je možné presne regulovať, takže je to najpresnejšia metóda obrábania v technológii presného obrábania. Hydraulické alebo pneumatické armatúry v presných servo častiach lietadla, a ložiskové časti dynamického tlakového gyroskopu sú všetky spracované týmto spôsobom. Na dosiahnutie presnosti 0.1 alebo dokonca 0.01 mikrónov a mikroskopická nerovnosť 0.005 mikrónov.

CNC obrábanie piestového valca