 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC vyvrtávanie je ďalšie spracovanie vyvŕtaných otvorov, odlievané alebo kované pomocou vyvrtávacieho nástroja. Môže sa vykonávať na sústruhu, vyvrtávačka alebo frézka. CNC vyvrtávanie je jednou z bežne používaných metód spracovania otvorov, ktoré možno rozdeliť na drsné nudné, polopresné vyvrtávanie a jemné vyvrtávanie. Úroveň rozmerovej tolerancie hrubého vyvrtávania je IT13~IT12, a hodnota drsnosti povrchu je Ra12,5~6,3μm; Stupeň rozmerovej tolerancie polopresného vyvrtávania je IT10~IT9, a hodnota drsnosti povrchu je Ra6,3~3,2μm; Stupeň rozmerovej tolerancie jemného vyvrtávania je IT8 ~ IT7, a hodnota drsnosti povrchu je Ra1,6~0,8μm.
Nudná technológia sústruhu
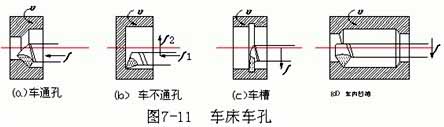
1. Sústružnícky otvor sústruhu
Otočný otvor sústruhu je znázornený na obrázku 7-11. Na sústruženie nepriepustných otvorov alebo otvorov s pravouhlými krokmi (Obrázok 7-11b), sústružnícky nástroj môže najskôr vykonávať pozdĺžny posuv. Pri rezaní do konca otvoru, sústružnícky nástroj sa zmení na priečny posuv, a potom sa spracuje vnútorná čelná plocha. Touto cestou, vnútorný koncový povrch môže byť dobre spojený so stenou otvoru. Otočte drážku vnútorného otvoru (Obrázok 7-11d), vysuňte sústružnícky nástroj do otvoru, najprv vykonajte horizontálny posuv, rezať do požadovanej hĺbky, a potom vykonajte pozdĺžny posuv.
Sústružnícky otvor na sústruhu je rotácia obrobku a pohyb sústružníckeho nástroja. Veľkosť otvoru je možné ovládať hĺbkou rezu a počtom prechodov sústružníckeho nástroja, a prevádzka je pohodlnejšia.
Sústružnícke otvory sústruhu sa väčšinou používajú na spracovanie otvorov puzdra kotúča a malých častí konzoly.
Vyvrtávacia technológia vyvrtávacieho stroja
2. Spracovanie vyvrtávacieho stroja
Existujú tri hlavné spôsoby spracovania vyvrtávaním na vyvrtávacom stroji:
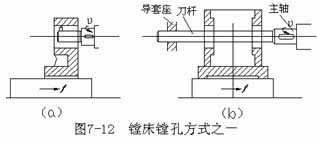
(1) Vreteno vyvrtávačky poháňa nástrojovú lištu a vyvrtávací nástroj do otáčania, a pracovný stôl poháňa obrobok, aby vykonal pozdĺžny posuvný pohyb, ako je znázornené na obrázku 7-12. Priemer vyvŕtaného otvoru týmto spôsobom je všeobecne menší ako asi 120 mm. Obrázok 7-12a zobrazuje previsnutý panel nástrojov, ktorý by sa nemal predlžovať príliš dlho, aby nedošlo k nadmernému ohýbaniu a deformácii. Všeobecne sa používa na vŕtanie otvorov s malou hĺbkou. Vyvrtávacia tyč zobrazená na obrázku 7-12b je dlhšia a používa sa na vŕtanie koaxiálnych otvorov s veľkou vzdialenosťou medzi dvoma stenami krabice. Aby sa zvýšila tuhosť vyvrtávacej nástrojovej lišty, druhý koniec nástrojovej lišty je podopretý v sedle vodiacej objímky zadného stĺpa vyvrtávačky.
Nastavenie plochého otočného taniera vyvrtávačky
(2) Vreteno vyvrtávačky poháňa nástrojovú lištu a vyvrtávací nástroj, aby sa otáčali a vykonávali pozdĺžny posuv, ako je znázornené na obrázku 7-13. Touto cestou, dĺžka previsu hlavného hriadeľa sa stále zväčšuje, a podľa toho klesá tuhosť. Vo všeobecnosti sa používa iba na vyvrtávanie krátkych otvorov.
Pre vyššie uvedené dve nudné metódy, veľkosť a tolerancia otvoru by sa mala zabezpečiť úpravou dĺžky hlavy frézy, ako je znázornené na obrázku 7-14. Úprava, vyžaduje sa skúšobné vyvrtávanie a meranie, a formálne vyvrtávanie je možné vykonať až po kvalifikovaní otvoru. Technické požiadavky na jeho prevádzku sú pomerne vysoké.
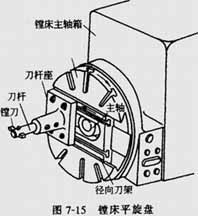
(3) Plochý rotujúci kotúč vyvrtávačky poháňa vyvrtávačku do otáčania, a pracovný stôl poháňa obrobok, aby vykonal pozdĺžny posuvný pohyb.
Ako je znázornené na obr 7-15, plochá rotujúca doska vyvrtávačky sa môže pohybovať hore a dole s vreteníkom, a môže sa sám otáčať. Radiálny nástrojový stĺpik v strednej časti môže vykonávať radiálny posuv, a môže byť tiež v akejkoľvek požadovanej polohe.
Ako je znázornené na obrázku 7-16a, použite radiálny držiak nástroja, aby sa vyvrtávač dostal do excentrickej polohy na vŕtanie veľkých otvorov. Táto metóda vŕtania sa často používa pre otvory nad Φ200 mm, ale otvory by nemali byť príliš dlhé. Obrázok 7-16b, na vyvŕtanie vnútornej drážky, plochý rotujúci disk poháňa vyvrtávací nástroj do otáčania, a radiálny stĺpik nástroja poháňa vyvrtávací nástroj, aby vykonával nepretržitý radiálny posuvný pohyb. Ak je hrot nástroja vysunutý z konca lišty nástrojov, čelná plocha otvoru môže byť tiež vyvŕtaná.
Vyvrtávačka sa používa hlavne na vŕtanie nosných otvorov, vnútorné drážky a čelné plochy veľkých a stredne veľkých konzol alebo škatúľ; vyvrtávačku možno použiť aj na vŕtanie, vystružovanie, frézovacie drážky a frézovacie roviny.
3. Vyvrtávacia technológia frézky
Vyvrtávanie na horizontálnej frézke je rovnaké ako na obrázku 7-12a. Vyvrtávacia tyč je inštalovaná v kužeľovom otvore vretena horizontálnej frézky pre rotačný pohyb, a obrobok je inštalovaný na pracovnom stole pre bočný posuvný pohyb.
Vyvrtávanie otvorov s plávajúcim vyvrtávačkou na sústruhu
4. Plávajúci vrtný otvor
Ako je spomenuté vyššie, sústruhy, vyvrtávačky a frézky väčšinou používajú jednobřité vyvrtávacie nástroje. V sériovej alebo hromadnej výrobe, plávajúci vyvrtávací nástroj možno použiť na dokončovanie otvorov s veľkým priemerom (>Φ80 mm), dlhá hĺbka otvoru a vysoká presnosť.
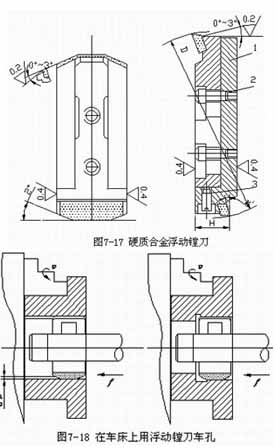
Nastaviteľný plávajúci vyvrtávací blok je znázornený na obrázku 7-17. Pri úprave, uvoľnite dve skrutky 2 a otočte skrutkou 3 na nastavenie radiálnej polohy nožového bloku 1 to make it conform to the diameter and tolerance of the boring hole. The floating boring tool turns the workpiece on the lathe as shown in Figure 7-18. Pri práci, the tool bar is fixed on the square tool holder, and the floating boring tool block is installed in the rectangular hole of the tool bar. Relying on the balance of the radial cutting forces of the two edges to automatically center, which can eliminate the hole diameter error caused by the installation error of the tool block on the tool bar.
Floating boring is essentially equivalent to reaming, and its machining allowance, achievable dimensional accuracy and surface roughness values are similar to those of reaming. The advantages of floating boring are that it is easy and stable to ensure the processing quality, simple operation, a vysoká produktivita. Avšak, chyba polohy pôvodného otvoru sa nedá opraviť, takže presnosť polohy otvoru by mala byť zaručená v predchádzajúcom procese.