 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Preťahovanie hliníkovej zliatiny, nehrdzavejúca oceľ, diely zo zliatiny medi a titánu:
Preťahovanie je vysoko efektívny spôsob dokončovania. Okrem prerážania okrúhlych otvorov, môže tiež preraziť otvory a vnútorné drážky pre pero rôznych tvarov prierezu, ako je znázornené na obrázku 7-19. Dosiahnuteľný stupeň rozmerovej tolerancie pre preťahovanie kruhových otvorov je IT9~IT7, a hodnota drsnosti povrchu je Ra1,6~0,4μm.
1. Preťahovanie možno považovať za hobľovanie s viacerými hoblíkmi usporiadanými v poradí vysoká a nízka, ako je znázornené na obrázku 7-20. Štruktúra preťahovačky s okrúhlym otvorom je znázornená na obrázku 7-21, a funkcie každej časti sú nasledovné:

Niekoľko rôznych tvarov preťahovacích otvorov
Driek brošne: Je to časť, kde je preťahovačka upnutá nožovou svorkou preťahovačky.
Priemer hrdla preťahovačky je najmenší: keď je preťahovacia sila príliš veľká, všeobecne sa to tu láme, čo je vhodné na opravu zváraním.
Prechodový kužeľ preťahovačky: zaveďte preťahovačku do obrábaného otvoru.
Vedúca časť brošne: aby sa zabezpečil hladký prechod obrobku na reznú časť, a zároveň, skontrolujte, či otvor pred vytiahnutím nie je príliš malý, aby nedošlo k poškodeniu prvého zuba v dôsledku nadmerného zaťaženia.
Rezná časť preťahovačky: vrátane hrubého a jemného rezania, vykonáva hlavné rezacie práce.
Predná časť preťahovacieho noža. Keď sa zuby preťahovacej frézy odrežú od obrobku, zabraňuje prehýbaniu obrobku, poškriabaniu opracovaného povrchu a poškodeniu zubov frézy.
Spôsob prerážania okrúhlych otvorov
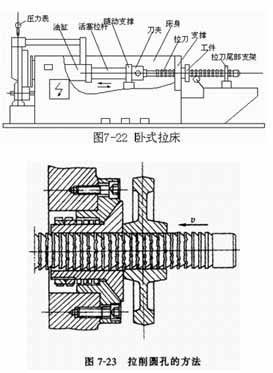
Horizontálny preťahovací stroj je znázornený na obrázku 7-22. Telo stroja je vybavené hydraulickým hnacím valcom, a pravý koniec piestnej tyče je vybavený unášačom a držiakom noža na podopretie a upnutie preťahovacieho noža. Pred prácou, preťahovací nôž sa opiera o valec a koncovú konzolu preťahovačky, a obrobok je prepichnutý ľavým koncom preťahovačky. Keď držiak nástroja upne, preťahovací nôž sa lineárne pohybuje doľava, obrobok spočíva na “podpora”, a preťahovací nôž môže dokončiť proces rezania. Hlavným pohybom je lineárny pohyb preťahovacieho noža, a posuvný pohyb je ukončený zdvihnutím každého zuba preťahovacieho noža.
Spôsob prerážania vnútornej drážky
(1) Preťahovanie okrúhlych otvorov je znázornené na obrázku 7-23. Priemer preťahovacieho otvoru je všeobecne 8 ~ 125 mm, a pomer dĺžky k priemeru otvoru vo všeobecnosti nie je väčší ako 5. Vo všeobecnosti, nie je potrebné presné predbežné spracovanie pred prerážaním, a preťahovanie je možné vykonať po vŕtaní alebo hrubom vyvrtávaní. Ak čelná plocha obrobku nie je kolmá na os otvoru, čelná plocha je pritlačená ku guľovej podložke preťahovacieho stroja. Pod pôsobením preťahovacej sily, obrobok a guľová podložka sú mierne otočené, aby sa os otvoru automaticky nastavila do rovnakého smeru ako os preťahovačky, čo môže zabrániť zlomeniu bročky.
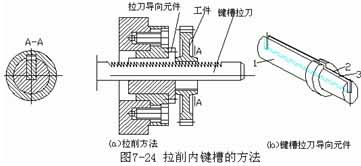
(2) Pretiahnutie vnútornej drážky pre pero, ako je znázornené na obrázku 7-24a. Preťahovacia drážka je plochá, so zubami na hornej časti. Správnu polohu obrobku a preťahovacieho noža zabezpečuje vodiaci prvok. Valec 1 vodiaceho prvku preťahovacieho noža (Obrázok 7-24b) sa vkladá do koncového otvoru preťahovačky, valec 2 slúži na uchytenie obrobku, a slot 3 je pre preťahovací nôž.