 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC obrábanie otvorov v pevnej časti obrobku vŕtačkou sa nazýva vŕtanie. Vŕtanie je hrubé obrábanie, dosiahnuteľný stupeň rozmerovej tolerancie je IT13~IT11, a hodnota drsnosti povrchu je Ra50~12,5μm. Vďaka dlhej dĺžke špirálového vrtáka, malý priemer jadra a slabá tuhosť, ako aj vplyv ostria dláta, vŕtanie má nasledujúce technologické charakteristiky:
CNC vŕtanie mikrodier do formy na vyfukovanie taveniny
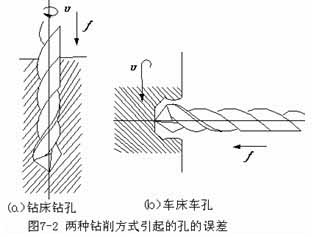
1. Vrták sa ľahko vychyľuje. V dôsledku nepresného centrovacieho účinku ostria dláta vrtáka, vrták sa pri zarezávaní ľahko vychyľuje; Navyše, tuhosť a vodiaci účinok vrtáka sú slabé, a vrták sa pri rezaní ľahko ohýba. Pri vŕtaní na 3-osovom obrábacom stroji, ako je znázornené na obrázku 7-2a, je ľahké spôsobiť, že os otvoru bude posunutá a nie rovná, ale priemer otvoru sa výrazne nemení; Pri vŕtaní otvoru na sústruhu, ako je znázornené na obrázku 7-2b, je ľahké spôsobiť zmenu priemeru otvoru, ale os otvoru je stále rovná. Preto, pred vŕtaním je potrebné spracovať čelnú plochu, a kužeľová jama by mala byť predvŕtaná vrtákom alebo stredovým vrtákom, ako je znázornené na obrázku 7-3, aby sa vrták dal vycentrovať. Pri vŕtaní malých otvorov a hlbokých otvorov, aby sa predišlo vychýleniu a nerovnosti osi otvoru, metóda otáčania obrobku by sa mala používať na vŕtanie čo najviac.
2. Clona sa ľahko rozširuje. Pri vŕtaní, nerovnaké radiálne sily dvoch rezných hrán vrtáka spôsobia rozšírenie priemeru otvoru; Odchýlka nábehu pri vŕtaní horizontálneho sústruhu je tiež dôležitým dôvodom pre zväčšenie otvoru; Navyše, radiálne hádzanie vrtáku je tiež príčinou zväčšenia priemeru otvoru.
3. Kvalita povrchu otvoru je zlá. Vyvŕtané triesky sú široké a sú nútené špirálovať sa v diere. Keď štiepky vytekajú, otierajú sa o stenu otvoru a poškriabajú obrobený povrch.
4. Veľká axiálna sila pri vŕtaní. Spôsobuje to najmä sekáčová hrana vrtáka. Ukázali to testy 50% osovej sily a 15% krútiaceho momentu pri vŕtaní generovaného ostrím sekáča. Preto, keď je priemer vŕtania d>30mm, vŕtanie sa spravidla vykonáva v dvoch časoch. Vŕtajte (0.5~0,7)d prvýkrát, a druhýkrát vyvŕtajte požadovaný priemer otvoru. Keďže ostrie dláta sa už druhýkrát nezúčastňuje rezania, väčší posuv možno použiť na zlepšenie kvality povrchu a produktivity otvoru.
Porovnanie vŕtania otvorov na vŕtačke a sústruženia otvorov na sústruhu